คุณสมบัติและคุณสมบัติ
ในรูปแบบทั่วไปที่สุด ลวดคือแท่งโลหะที่มีความยืดหยุ่นของโลหะ ซึ่งมักมีรูปทรงกระบอก มันถูกใช้เพื่อทนต่อความเครียดทางกลที่เพิ่มขึ้น เช่นเดียวกับการส่งสัญญาณโทรทัศน์และสัญญาณเสียงและไฟฟ้า ลวดเหล็กสามารถเป็นของแข็ง ควั่น หรือถักเปียได้ ในกรณีส่วนใหญ่ จะดำเนินการกับภาคตัดขวางที่โค้งมน น้อยมักจะทำในสี่เหลี่ยม หกเหลี่ยม สี่เหลี่ยม และรูปร่างอื่น ๆ
ลวดเหล็กอยู่ในหมวดหมู่ของผลิตภัณฑ์โครงสร้างซึ่งใช้กันอย่างแพร่หลายในการผลิตผลิตภัณฑ์สายเหล็ก เชือกเหล็ก ตาข่ายโลหะ สปริง ตลอดจนองค์ประกอบความร้อนต่างๆ ของเตาไฟฟ้า ฮาร์ดแวร์ (น็อต สลักเกลียว และหมุดย้ำ) ทำจากลวด ในกรณีนี้ การผลิตจะใช้เทคนิคการตีขึ้นรูปเย็น

ผู้บริโภคหลักของลวดเหล็กและสินค้าที่ทำจากมันเป็นทรงกลมเช่นงานโลหะและวิศวกรรมเครื่องกลสินค้าที่ซื้อสำหรับความต้องการของการก่อสร้าง, เคมี, อุตสาหกรรมปิโตรเคมี, โลหะเหล็กและอโลหะ ลวดที่แพร่หลายที่สุดทำจากโลหะผสมเหล็กกล้าคาร์บอนต่ำ ซึ่งเป็นผลิตภัณฑ์โลหะยาวที่มีปริมาณคาร์บอนต่ำ ด้วยคุณสมบัติทางเทคนิคเหล่านี้ ทำให้ได้ผลิตภัณฑ์ที่มีความแข็งแรงเพิ่มขึ้นพร้อมกับความเหนียวที่ดี


หากใช้ชั้นสังกะสีเพิ่มเติมกับลวดเหล็กเอนกประสงค์ ก็จะได้ความต้านทานการกัดกร่อน นั่นคือเหตุผลที่ใช้ลวดสังกะสีในสภาวะที่มีความชื้นสูง ในขณะที่ยังคงรักษาลักษณะทางกายภาพและการทำงานเริ่มต้นไว้เป็นเวลานาน ตาม GOST 3282–74 ปัจจุบัน ลวดเหล็กที่ถูกเผาจะอ่อนลง
คุณลักษณะนี้ทำให้สามารถใช้สำหรับการเสริมแรงได้ รวมทั้งรวมผลิตภัณฑ์ไว้ในกระบวนการทางเทคโนโลยีสำหรับการเสริมแรงแบบถัก การบรรจุสินค้าที่เป็นไปได้ และการผลิตชิ้นส่วนต่างๆ ลวดที่ใช้สำหรับงานทั่วไปส่วนใหญ่มีความต้องการมากกว่าลวดประเภทอื่นๆ ทั้งหมด


2 ประเภทและลักษณะทางเทคนิคของ PP ตาม GOST 9389-75
ตาม Gosstandart นี้ ลวดสปริงสามารถเพิ่มขึ้นและระดับความแม่นยำปกติได้ ตามตัวบ่งชี้ทางกล แบ่งออกเป็นสี่ประเภท (3, 2A, 2 และ 1) และสามเกรด (A, B, C) ผลิตภัณฑ์ Class 2A ผลิตขึ้นด้วยความแม่นยำที่เพิ่มขึ้นเสมอ
ลักษณะสำคัญของ PP:
- เส้นผ่านศูนย์กลาง - 0.14–8 มม. (การเบี่ยงเบนที่อนุญาต - จาก± 0.01 ถึง± 0.05);
- การตกไข่ - ไม่เกินครึ่งหนึ่งของค่าเบี่ยงเบนที่ระบุ
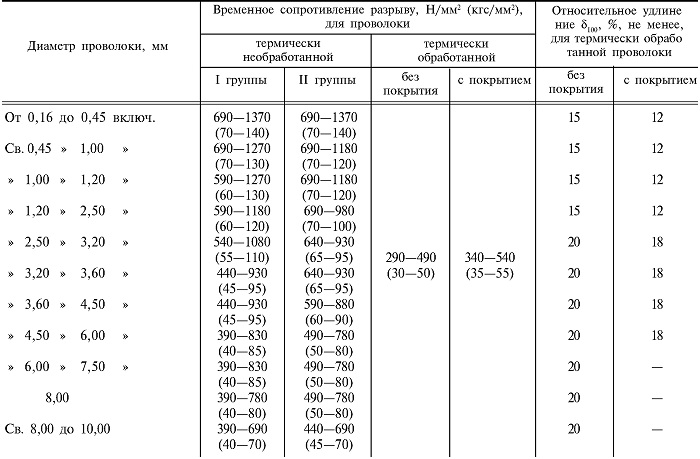
- ความต้านทานแรงดึง - จาก 1030-1230 (ลวดสปริงของคลาส 3 ที่มีส่วน 8 มม.) ถึง 2740-3090 (ผลิตภัณฑ์ของชั้นที่ 1 ที่มีส่วน 0.14 มม.) N / mm2;
- จำนวนบิดที่ PP สามารถทนต่อได้ตั้งแต่ 4 ถึง 35 (ตัวบ่งชี้เฉพาะขึ้นอยู่กับวัตถุดิบที่ใช้ทำลวดตลอดจนชั้นและประเภทของผลิตภัณฑ์สำเร็จรูป)
- น้ำหนัก (กำหนดโดยการคำนวณทางทฤษฎี) ผลิตภัณฑ์ลวด 1,000 เมตร - 0.1208–394.6 กก.
 ลวดสปริงความแม่นยำสูง
ลวดสปริงความแม่นยำสูง
GOST 9389-75 กำหนดให้ลวดสปริงคาร์บอนซึ่งใช้สำหรับม้วนสปริงตามวิธีเย็นโดยไม่ชุบแข็ง ทำจากเกรดเหล็กกล้าคาร์บอนที่ระบุในมาตรฐาน 14959, 1050 และ 1435 ตามคำขอของผู้บริโภค สามารถผลิต PP ได้ จากโลหะผสมเหล็กอื่น ๆ ซึ่งมีปริมาณฟอสฟอรัสและกำมะถันไม่เกิน 0.035 และ 0.030% ตามลำดับ
Gosstandart 9389–75 ไม่อนุญาตให้เกิดคลื่น, สนิม, เส้นผม, การถูกจองจำ, เปลือกหอย, พระอาทิตย์ตก, รอยแตกบนพื้นผิวของผลิตภัณฑ์สำเร็จรูป, สนิม, ปรากฏการณ์ของการสลายตัว (สมบูรณ์) PP การแยกคาร์บอนบางส่วนเป็นไปได้ แต่ความลึกไม่ควรเกิน 1.5–3% ของส่วนของผลิตภัณฑ์ลวด
 ลวดสปริง GOST 9389-75
ลวดสปริง GOST 9389-75
ลวดมีจำหน่ายทั้งแบบม้วนและแบบม้วน พวกเขาม้วนในลักษณะที่เมื่อคลี่คลายวัสดุไม่ม้วนเป็นแปด สำหรับขดลวดและขดลวดที่มีน้ำหนักน้อยกว่า 250 กก. PP จะถูกพันเป็นชิ้นเดียว มากกว่า 250 กก. - สูงสุดสามชิ้น นอกจากนี้ GOST 9389–75 ระบุความจำเป็นในการวางปลั๊กพิเศษในสถานที่ที่แบ่งส่วน ลวดหนึ่งชิ้นต้องไม่น้อยกว่า 0.3 กก. สำหรับผลิตภัณฑ์ที่มีเส้นผ่านศูนย์กลางไม่เกิน 0.25 มม. และไม่เกิน 30 กก. สำหรับผลิตภัณฑ์ที่มีเส้นผ่านศูนย์กลางมากกว่า 3 มม. กก.
กฎการยอมรับ
มีการกำหนดข้อกำหนดสำหรับผลิตภัณฑ์ที่ได้รับการยอมรับซึ่งช่วยให้คุณสามารถตรวจสอบคุณภาพได้ รายการข้อกำหนดเหล่านี้รวมถึงข้อกำหนดต่อไปนี้:
- ลวดได้รับการยอมรับเป็นชุด;
- แต่ละชุดต้องมีผลิตภัณฑ์ที่มีพารามิเตอร์ทางเทคนิคเดียวกัน (คลาส, เส้นผ่านศูนย์กลาง, วิธีการประมวลผล, ประเภทของการเคลือบ)
- มีการจัดทำเอกสารแต่ละชุด
- เอกสารประกอบด้วยข้อมูลต่อไปนี้: ชื่อผลิตภัณฑ์, รายละเอียดของผู้ผลิต, การทำเครื่องหมายตาม GOST, ผลการทดสอบ;
- ลักษณะน้ำหนักและขนาด
ตามขั้นตอนที่กำหนดไว้ คุณภาพของการเคลือบพื้นผิวจะถูกตรวจสอบในแต่ละม้วนหรือเข็ด เส้นผ่านศูนย์กลางและความคลาดเคลื่อนจะได้รับการตรวจสอบอย่างเลือกสรรสำหรับ 5% ของผลิตภัณฑ์สำเร็จรูป มีการทดสอบคุณสมบัติทางกลเพียงสามเปอร์เซ็นต์ของทั้งชุด
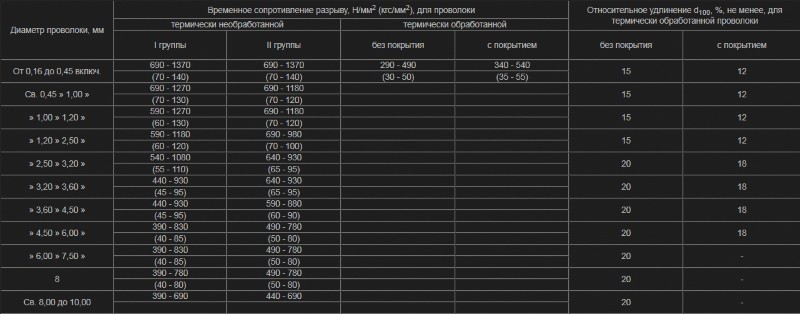
ลักษณะทางกลของเส้นลวด
หากผลลัพธ์ไม่เป็นที่น่าพอใจ ให้สุ่มตัวอย่างซ้ำ ทดสอบซ้ำอีกครั้ง
ผลลัพธ์ที่ได้ถือว่ายอมรับได้สำหรับล็อตทั้งหมด
1 ขอบเขตการใช้งานลวดเหล็ก
เป็นเวลาหลายปีที่ลวดเหล็กกล้าคาร์บอนต่ำ (GOST 3282-74) ซึ่งใช้ในอุตสาหกรรมและเศรษฐกิจต่างๆ ยังคงเป็นผู้นำในกลุ่มผู้บริโภค ดังนั้นจึงมักใช้ในวิศวกรรมไฟฟ้าเมื่อจำเป็นต้องสร้างกราวด์กราวด์หรือรองรับสายโทรศัพท์หรือสายส่งไฟฟ้า เชือกสำหรับท่าเทียบเรือหรือเรือทำด้วยวัสดุนี้เช่นกัน
สำหรับการยึดชิ้นส่วนใด ๆ ในการผลิตหรือในครัวเรือน ผลิตภัณฑ์นี้ใช้จากเหล็กชุบสังกะสี (GOST 3282-74) บ่อยครั้งที่วัสดุพบจุดประสงค์ในระหว่างการก่อสร้างตาข่ายเชื่อมโยงเช่นเดียวกับการผลิตตะปู, ลวดหนาม, ตาข่ายเชื่อม
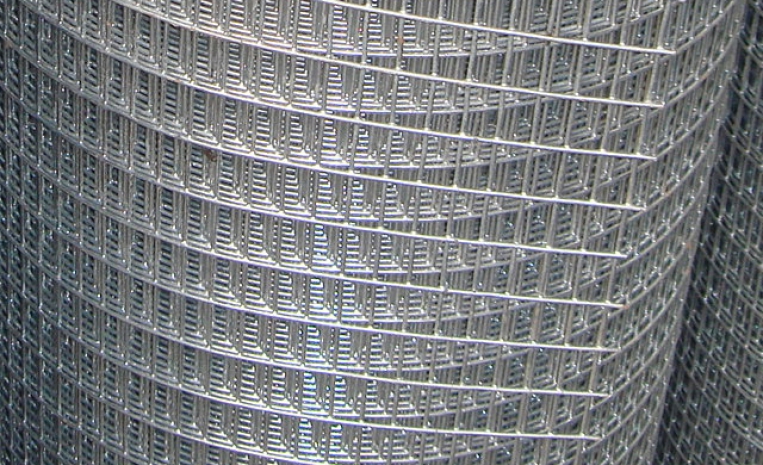
ตาข่ายลวดเชื่อมทำจากลวดเหล็กชุบสังกะสี
สำหรับการผูกเหล็กเสริม การตัดไม้ และรายการอื่นๆ ลวดมีจุดประสงค์ในอุตสาหกรรมการก่อสร้าง นอกจากนี้ ลวดสังกะสียังใช้กันอย่างแพร่หลายในการเกษตร ยา และอุตสาหกรรมอื่นๆ
เป็นไปไม่ได้ที่จะไม่พูดถึงการใช้ผลิตภัณฑ์เหล็กชุบสังกะสีในการผลิตฮาร์ดแวร์ สามารถสังเกตได้ว่าวัสดุเป็นวัตถุประสงค์และการใช้งานทั่วไป
1.1 พันธุ์และการแบ่งประเภทของลวดเหล็ก
ลวดเหล็กชุบสังกะสีมีหลายแบบ
คนหลักคือ:
- สแตนเลส - ทำจากโลหะผสมทนความร้อนพิเศษที่ไม่ผ่านกระบวนการกัดกร่อน มักใช้ในการผลิตฮาร์ดแวร์
- การเชื่อม - มีเส้นผ่านศูนย์กลางต่างๆ 0.5-8 มม. มักใช้ระหว่างการเชื่อมอาร์คไฟฟ้า
- เสริมแรง - ใช้สำหรับการเสริมความแข็งแกร่งเพิ่มเติมของโครงสร้างคอนกรีตเสริมเหล็กชนิดต่าง ๆ ที่อยู่ภายใต้แรงดันสูงหรือไม่มีแรงตึง เนื่องจากส่วนที่อยู่ในวัสดุเหล็ก การยึดเกาะที่ดีกับพื้นผิวคอนกรีตเกิดขึ้นระหว่างการเสริมแรง
- สปริง (ดึงเย็น) - อะนาล็อกนี้มีไว้สำหรับการผลิตสปริงซึ่งทำโดยเทคนิคการไขลานเย็นโดยไม่ต้องผ่านการอบชุบด้วยความร้อนเพิ่มเติม
- รถกระเช้า - สำหรับการผลิตเชือกทะเลและเชือกอื่น ๆ เป็นการดีที่สุดที่จะสาน
- สายเคเบิล - สำหรับการออกแบบปลอกหุ้มเกราะสำหรับสายเคเบิลและสายไฟ
- การถักนิตติ้ง - ทำจากเหล็กกล้าคาร์บอนต่ำ (GOST 3282-74) มีความแข็งแรงสูงและมีความเหนียวสูง มักใช้ในการก่อสร้างและการเกษตร เช่น สำหรับการผูกพืชและถือเป็นลวดเอนกประสงค์
ข้อ จำกัด ของระยะเวลาที่มีผลบังคับใช้ถูกยกขึ้นตามโปรโตคอลหมายเลข 4-93 ของสภาระหว่างรัฐเพื่อการมาตรฐานมาตรวิทยาและการรับรอง (NUS 4-94)
6. EDITION (ธันวาคม 2549) พร้อมการแก้ไขครั้งที่ 1, 2, 3, 4, 5, อนุมัติในเดือนพฤษภาคม 2520, พฤศจิกายน 2521, ธันวาคม 2526, มิถุนายน 2527, กันยายน 2531 (NUS 7-77, 1-79, 4-84 , 9-84, 1-89) พร้อมการแก้ไข (NUS 2-99)
บรรณาธิการ M.I. Maksimova บรรณาธิการด้านเทคนิค V.N. Prusakova Proofreader E.D. เค้าโครงคอมพิวเตอร์ Dulneva I.A. นาเลย์กินา
ลงนามพิมพ์เมื่อ 15 มกราคม 2550 รูปแบบ 60 x 84 * / 8- กระดาษออฟเซ็ต ไทม์ส ชุดหูฟัง การพิมพ์ออฟเซต อูเอล พิมพ์แผ่น 1.40. สำนักวิชาการและสำนักพิมพ์ 1.10. หมุนเวียน 95 เล่ม แซค. 30.S 3573.
FSUE "Standartinform", 123995 มอสโก, Granatny ต่อ, 4.
พิมพ์ใน Federal State Unitary Enterprise "Standartinform" บนพีซี
พิมพ์ที่สาขาของ Federal State Unitary Enterprise "Standartinform" - ประเภท "เครื่องพิมพ์มอสโก", 105062 มอสโก, Lyalin ต่อ, 6.
ข้อบังคับและเอกสารทางเทคนิคอ้างอิง
|
การกำหนด NTD อ้างอิง |
หมายเลขสินค้า |
การกำหนด NTD อ้างอิง |
หมายเลขสินค้า |
|
GOST 1050-88 |
2.1 |
GOST 15150-69 |
5.10 |
|
GOST 1579-93 |
4.3 |
GOST 15171-78 |
5.3 |
|
GOST 3118-77 |
4.6.1 |
GOST 15846-2002 |
5.4 |
|
GOST 4165-78 |
4.6.3 |
GOST 16272-79 |
5.4 |
|
GOST 4204-77 |
4.6.1 |
GOST 16536-90 |
5.4 |
|
GOST 5530-2004 |
5.4 |
GOST 18617-83 |
5.4 |
|
GOST 6507-90 |
4.2 |
GOST 20435-75 |
5.8 |
|
GOST 8828-89 |
5.4 |
GOST 20799-88 |
5.3 |
|
GOST 9569-79 |
5.4 |
GOST 21650-76 |
5.5 |
|
GOST 10354-82 |
5.4 |
GOST 22225-76 |
5.8 |
|
GOST 10396-84 |
5.4 |
GOST 23639-79 |
5.3 |
|
GOST 10446-80 |
4.3 |
GOST 24597-81 |
5.5 |
|
GOST 10447-93 |
4.3 |
OST 14-43-80 |
5.4 |
|
GOST 10877-76 |
5.3 |
OST 14-15-193-86 |
2.1 |
|
GOST 14192-96 |
5.9 |
OST 38.01436-88 |
5.3 |
|
GOST 15102-75 |
5.8 |
บรรจุภัณฑ์ การติดฉลาก การขนส่งและการเก็บรักษา
หลังจากการผลิตลวดเหล็ก การตรวจสอบคุณภาพ จำเป็นต้องแก้ปัญหาสำคัญๆ - ด้านลอจิสติกส์ สามารถแก้ไขได้สำเร็จด้วยการยึดมั่นในมาตรฐานที่กำหนดไว้สำหรับบรรจุภัณฑ์ การติดฉลาก การจัดเก็บ และการขนส่งอย่างเคร่งครัด
ข้อกำหนดต่อไปนี้กำหนดไว้ในบรรจุภัณฑ์ของผลิตภัณฑ์เหล็กดังกล่าว:
- ผลิตภัณฑ์สำเร็จรูปบรรจุในหลอด, ขดลวด, ขดลวด;
- เพื่อให้มีความแข็งแรงความยุ่งเหยิงแต่ละอันจะถูกมัดด้วยลวดเหล็กเส้นเดียวกัน (จุดยึดควรกระจายไปตามความยาว)
- หน่วยบรรจุภัณฑ์ทั้งหมดได้รับการกรออย่างเรียบร้อย ปลายถูกดึงออกมาในลักษณะที่สามารถคลี่คลายได้
- ขดลวดเหล็กเส้นบาง (เช่น 0.8 มม. และทินเนอร์) ผูกด้วยลวดเหล็กที่มีเส้นผ่านศูนย์กลางเท่ากัน
- บนหลอดจะต้องนำปลายลวดขึ้นและมีห่วงยึด
- หากมีการเตรียมถุงผ้าที่มีชื่อเดียวกันทั้งชุดสำหรับการจัดส่ง จะถูกนำมารวมกันและผูกเข้ากับช่อง
- การเก็บรักษาผลิตภัณฑ์เหล็กที่จัดส่งจะดำเนินการตามคำขอของลูกค้าเท่านั้น

บรรจุลวด
ตามคำขอของมาตรฐาน ผลิตภัณฑ์สำเร็จรูปสามารถบรรจุและเก็บรักษาได้ดังนี้:
- หลอดพร้อมสำหรับการขนส่งด้วยลวดพันแผลขนาด 0.5 มม. จะต้องห่อด้วยกระดาษพิเศษและวางในกล่อง
- ขดลวดที่มีเส้นผ่านศูนย์กลางใหญ่กว่านอกเหนือจากชั้นกระดาษแล้วยังห่อด้วยฟิล์มโพลีเมอร์
- นอกจากฟิล์มโพลีเมอร์แล้ว มาตรฐานยังช่วยให้สามารถใช้วัสดุนอนวูฟเวนได้
- ไม่ได้บรรจุขดลวดเส้นหนาที่มีน้ำหนักรวม 500 กก. ถึง 1.5 ตัน
ตามมาตรฐานที่กำหนดไว้จะได้รับอนุญาตให้ใช้เป็นวัสดุบรรจุภัณฑ์สำหรับลวด:
- กระดาษหนาเคลือบด้วยพาราฟิน (ในหนึ่งหรือสองชั้น)
- ภาพยนตร์ประเภทต่างๆ
- วัสดุนอนวูฟเวนบางประเภท (เช่นผ้าที่เรียกว่าคอนเทนเนอร์เย็บในหลายชั้นชุบด้วยองค์ประกอบพิเศษ);
- ผ้าชนิดพิเศษ: ทำจากเส้นใยเคมี ผ้าใยสังเคราะห์ ผ้าบรรจุภัณฑ์
- สำหรับการรัดและยึด อนุญาตให้ใช้เทปเทคนิคประเภทต่างๆ

การเตรียมสายไฟสำหรับการขนส่ง
ลวดเหล็กสำเร็จรูปและบรรจุหีบห่อสามารถส่งถึงผู้บริโภคได้โดยการขนส่งทุกประเภท: ทางรถไฟ, ถนน, น้ำ
เมื่อส่งคำสั่งซื้อที่เสร็จสิ้นแล้ว จะต้องให้ความสนใจเป็นพิเศษกับความยาวของแขนขนส่งและที่ตั้งทางภูมิศาสตร์ของลูกค้าหากการขนส่งเกี่ยวข้องกับการเคลื่อนย้ายคำสั่งซื้อที่เสร็จสิ้นแล้วเป็นเวลาหลายพันกิโลเมตรไปยังพื้นที่ที่มีสภาพอากาศหนาวเย็นและชื้น ตามที่ลูกค้าตกลงกันไว้ ผู้ส่งสามารถใช้มาตรการเพิ่มเติมเพื่อป้องกันการสึกกร่อนบนท้องถนนได้
ข้อจำกัดหลักในการขนส่งสินค้าดังกล่าวคือการจำกัดน้ำหนักของสินค้าชุดเดียว ไม่ควรเกิน 1.5 ตัน ผู้บริโภคสามารถลดอัตรานี้เป็นค่าที่สะดวกสำหรับเขาเช่น 100 กก.
เมื่อเคลื่อนย้ายลวดเหล็กที่สั่งโดยการขนส่งแบบครอบคลุม น้ำหนักสำหรับบรรจุภัณฑ์คือ 1250 กก. การขนส่งทางรถไฟสามารถทำได้: ในเกวียน, เกวียนเปิด, บนแพลตฟอร์มเปิด, คอนเทนเนอร์พิเศษและสากล ในทุกกรณีมีขั้นตอนและหลักเกณฑ์ในการรักษาความปลอดภัยของสินค้าดังกล่าวในการขนส่งทางรถไฟ กฎเหล่านี้กำหนดขึ้นตามคำสั่งของกระทรวงรถไฟ
องค์ประกอบสำเร็จรูปจะถูกทำเครื่องหมายก่อนจัดส่ง ตามที่กำหนดโดยมาตรฐาน ควรมีข้อมูลต่อไปนี้:
- ป้ายข้อมูล
- เครื่องหมายการขนส่ง
- สัญญาณการจัดการพิเศษ
- สามารถใช้จารึกเพิ่มเติมได้หากจำเป็น

เครื่องหมายผลิตภัณฑ์สำเร็จรูป
ข้อมูลนี้พิมพ์ลงบนฉลากและติดไว้กับรอกแต่ละม้วน โดยไม่คำนึงถึงขนาดหรือน้ำหนัก โดยปกติฉลากนี้จะทำในลักษณะการพิมพ์และมีคอลัมน์สำหรับข้อมูลต่อไปนี้: เครื่องหมายการค้าหรือโลโก้บริษัท การกำหนดผลิตภัณฑ์ ลักษณะสำคัญ มีตราประทับของบริการควบคุมทางเทคนิคบนฉลาก เป็นการยืนยันการปฏิบัติตามข้อกำหนดของสินค้าที่จัดส่งด้วยมาตรฐาน ป้ายนี้มีเครื่องหมายแสดงการยักย้ายถ่ายเท พวกเขาระบุว่าการกระทำใดที่ได้รับอนุญาตให้ดำเนินการกับสินค้านี้
การจัดเก็บผลิตภัณฑ์ดังกล่าวที่ทำจากเหล็กกล้าคาร์บอนต่ำไม่จำเป็นต้องมีเงื่อนไขพิเศษ เงื่อนไขเหล่านี้กำหนดโดยผู้ผลิตและผู้บริโภคเอง
2 GOST สำหรับลวดเหล็ก
ตาม GOST กลุ่มของวัสดุเหล็กจะเหมือนกับที่อธิบายไว้ข้างต้น GOST แบบไหนหรือผู้ช่วยเหล็กชุบสังกะสีที่เราจะอธิบายด้านล่าง
ตารางลักษณะความสอดคล้องของผลิตภัณฑ์ GOST 3282-74
ดังนั้น:
- เหล็กกล้าคาร์บอนต่ำสำหรับงานทั่วไป GOST 3282-74
- ลวดเชื่อมเหล็ก GOST 2246-70
- ลวดเหล็กกล้าคาร์บอนต่ำดึงเย็น GOST 6727-80
- ลวดสลิง GOST 7372-79
- สปริงเหล็กคาร์บอน GOST 9389-75
- ลวดหนามชุบสังกะสี GOST 285-69
ควรสังเกตว่าในกลุ่มเหล่านี้ส่วนใหญ่และต้องการคือลวดเหล็กซึ่งสอดคล้องกับ GOST 3282-74 เล็บตาข่ายเชื่อมและคุณสมบัติอื่น ๆ ทำจากมัน
เนื่องจากวัสดุ GOST 3282-74 ผ่านการอบชุบด้วยความร้อนจึงมีความยืดหยุ่นไม่มีคุณสมบัติการเสียรูปและทนทาน

รั้วทุกชนิดทำด้วยลวดเหล็ก
2.1 ผู้ผลิตลวดเหล็กรายใหญ่
ผู้ผลิตคุณสมบัติของเหล็กรายใดอ้างว่าปัจจัยที่ส่งผลต่อราคาของผลิตภัณฑ์คือ: ชนิดและองค์ประกอบของเหล็ก ความยาว เส้นผ่านศูนย์กลาง รูปร่างหน้าตัด ตลอดจนคุณสมบัติทางกายภาพและทางเคมี
เนื่องจากกระบวนการผลิตมีความลำบากและต้องใช้ความปราณีตและประณีตมากขึ้น รวมถึงกระบวนการจำนวนมากขึ้น

นอกจากนี้ ฮาร์ดแวร์ต่างๆ ยังผลิตจากลวดเหล็ก
ผู้ผลิตลวดยอดนิยม GOST 3282-74 และพันธุ์อื่น ๆ ในรัสเซียและประเทศ CIS คือ:
- "BALTIJA-MKZ", บริษัท ร่วมทุนลัตเวีย - รัสเซีย, LLC, (ริกา);
- TECRUBE SINAQ ซาโวดู, (บากู);
- "โรงงานโลหะวิทยาเบลารุส", JSC, (Zhlobin);
- โรงงานเชือกลวดเหล็กโวลโกกราด JSC (โวลโกกราด);
- Dneprometiz, JSC (ดนีโปรเปตรอฟสค์);
- โรงงานโลหการทางตะวันตกของไซบีเรีย, OJSC, (Novokuznetsk);
- "โรงรีดเหล็ก Zaporozhye", JSC, (Zaporozhye);
- "Izhstal" JSC, (Izhevsk);
- "อุตสาหกรรม", JSC, (Chernivtsi);
- "โรงงานฮาร์ดแวร์ของเคียฟได้รับการตั้งชื่อตาม เขียน ", JSC, (Fastov);
- "บริษัท Artictrade", LLC, (มอสโก);
- "Krasny Profinter", โรงงาน Dnipropetrovsk, JSC (Dnepropetrovsk);
- "โรงงานฮาร์ดแวร์ Lepsinsky" บริษัท ร่วมทุนของรัฐ "Zerger" (Lepsy)
ผู้ผลิตแต่ละรายนำเสนอผลิตภัณฑ์ที่คล้ายกัน อย่างไรก็ตาม ผู้ผลิตบางรายมีลักษณะเฉพาะและข้อเสนอพิเศษสำหรับผู้บริโภค
ผู้ผลิตรายหนึ่งหรือรายอื่นสามารถเชี่ยวชาญในการผลิตบางประเภทเช่น GOST 3282-74
เนื่องจากประเภทนี้เฉพาะตามที่กล่าวข้างต้นเป็นที่ต้องการมากที่สุดและจะก่อให้เกิดประโยชน์มากขึ้น
เพื่อให้ได้ลวดที่เหมาะสม คุณต้องทราบอย่างชัดเจนว่าจะใช้เพื่อวัตถุประสงค์ใด
ในบางกรณีผู้ช่วยเหล็ก GOST 3282-74 อาจไม่เหมาะ
ด้วยเหตุนี้จึงเป็นสิ่งสำคัญมากที่จะต้องคำนึงถึงประเภทของกิจกรรมและอุตสาหกรรมที่จะใช้วัสดุที่เป็นโลหะ

การประชุมเชิงปฏิบัติการลวดเหล็กดึงเย็น
หากคุณไม่แน่ใจว่าต้องใช้ประเภทใด ทางที่ดีควรปรึกษาที่ปรึกษาด้านการผลิต
เป็นผู้ผลิตที่ไม่เพียง แต่จะจัดหาผลิตภัณฑ์ที่มีคุณภาพให้กับคุณ แต่ยังแนะนำประเภทที่จะซื้อด้วย
ให้ความสนใจกับ GOST ผู้ผลิตแต่ละรายจำเป็นต้องผลิตผลิตภัณฑ์ของตนตามบรรทัดฐานและข้อกำหนดซึ่งมักใช้กับอุปกรณ์อัตโนมัติหรือกึ่งอัตโนมัติ ลวดแต่ละประเภทสามารถมีขนาดของตัวเองได้ ซึ่งสามารถเปลี่ยนแปลงได้ภายในช่วงที่กำหนด
มีความจำเป็นที่ก่อนที่จะซื้อลวดที่ต้องการ คุณควรค้นหาเกี่ยวกับเส้นผ่านศูนย์กลางที่ต้องการและปริมาณของวัสดุที่จะใช้
2.2 โรงสีดึงลวดเหล็กทำงานอย่างไร (วิดีโอ)
พอร์ทัลเหล็กเส้น »ตาข่าย» ลวด »พันธุ์และการแบ่งประเภทของลวดเหล็กกล้าคาร์บอนต่ำ
การผลิต
การปล่อยลวดเหล็กทำได้โดยการดึงเหล็กลวดบนอุปกรณ์พิเศษด้วยการเผาเพิ่มเติมในเตาเผาพิเศษหรือไม่ใช้ก็ได้
กระบวนการเจาะและการวาดภาพนั้นไม่ยากโดยเฉพาะอย่างยิ่งจากมุมมองทางเทคนิค เหล็กลวดอัดแรงใช้เป็นวัตถุดิบในการทำงาน การจัดการทั้งหมดจะดำเนินการบนเครื่องวาด เมื่อเทียบกับการรีดโลหะ การดำเนินการนี้มีข้อดีหลายประการ:
- การทำงานอัตโนมัติของเครื่องมือกลช่วยเพิ่มผลผลิต
- การวาดภาพช่วยให้คุณได้ผลิตภัณฑ์ที่มีรูปร่างปกติในอุดมคติด้วยพื้นผิวที่สะอาดและเรียบ - ด้วยเหตุนี้ระดับของการประมวลผลที่ตามมาจะลดลงอย่างมากและลวดเองก็ได้รับคุณสมบัติทางกลที่ดีขึ้น
โดยทั่วไป การผลิตลวดเหล็กบิดมีขั้นตอนหลายขั้นตอน
- ในขั้นตอนนี้ การแกะสลักจะดำเนินการ ภารกิจหลักคือการขจัดชั้นผิวของโลหะและมาตราส่วน ซึ่งอาจรบกวนการวาดภาพ การเตรียมพื้นผิวทำได้โดยการล้างไขมัน การเจียร การขัดเงา และการตัดด้วยกลไกของพื้นที่คัดแยก เนื่องจากอาจมีสารประกอบทางเคมีที่ซับซ้อนอยู่ในมาตราส่วน เหล็กลวดจึงได้รับการบำบัดด้วยสารละลายกรดที่ให้ความร้อนถึง 50 องศา หลังจากนั้นชิ้นงานจะถูกล้างและทำให้แห้งเมื่อถูกความร้อนถึง 75-100 องศาในห้องอบแห้งแบบพิเศษ
- ในขั้นตอนนี้จะมีการอบชุบด้วยความร้อนโดยมีจุดประสงค์เพื่อทำให้ชิ้นงานโลหะนิ่มลง บรรเทาความเครียดภายใน สำหรับสิ่งนี้วัสดุจะถูกทำให้ร้อนเก็บไว้เป็นระยะเวลาหนึ่งและทำให้เย็นลง เป็นผลให้คุณสมบัติของเหล็กเปลี่ยนแปลงอย่างมีนัยสำคัญและอำนวยความสะดวกในกระบวนการดึงลวดและการเผา
- นอกจากนี้ ด้วยความช่วยเหลือของค้อน เหล็กแท่งจะแบนและแบน ด้วยวิธีนี้ คุณสามารถแก้ไขโลหะบนดรัมของเครื่องวาดเพื่อส่งผ่านแม่พิมพ์
- ในขั้นตอนนี้ การวาดภาพจะดำเนินการโดยตรงสำหรับสิ่งนี้ วัตถุดิบที่ผ่านการแปรรูปและแบนจะถูกดึงออกมาบนเครื่องจักรด้วยความเร็วสูงสุดที่เป็นไปได้ผ่านช่องทางเรียว กระบวนการนี้อาจเป็นแบบเส้นเดียวหรือหลายเส้นก็ได้ ทั้งนี้ขึ้นอยู่กับปริมาณลวดที่ดึงออกมา
- ในขั้นตอนสุดท้ายจะทำการยิง - งานหลักของการปรับแต่งเหล่านี้คือการลดความเครียดหลังจากวาดโลหะ เหล็กจะมีความยืดหยุ่น ทนต่อแรงดึง และแข็ง ในขณะเดียวกันก็ยืดหยุ่นต่อการยืดและบิดตัวได้ พารามิเตอร์ต่างๆ เช่น ความต้านทานและน้ำหนัก 1 เมตรได้รับการปรับปรุง
การอบชุบด้วยความร้อนมีสองประเภท
- การเผาแบบเบา - ดำเนินการในเตาเผาที่เต็มไปด้วยก๊าซเฉื่อย ด้วยเหตุนี้โลหะจึงไม่เกิดออกซิเดชันและไม่เกิดตะกรัน ผลิตภัณฑ์สำเร็จรูปได้รับเฉดสีอ่อนและราคาที่น่าประทับใจมาก
- การเผาไหม้สีดำ - ในกรณีนี้ใช้บรรยากาศที่ง่ายที่สุดขนาดบนพื้นผิวของผลิตภัณฑ์สำเร็จรูปจึงได้สีเข้ม ราคาของลวดดังกล่าวต่ำกว่าลวดแสงมาก
เนื่องจากโลหะผสมของเหล็กอยู่ในหมวดหมู่ของโลหะที่สึกกร่อนอย่างรวดเร็ว การชุบสังกะสีจึงมักจะรวมอยู่ในวงจรการผลิต ลวดที่ดีที่สุดและมีคุณภาพสูงสุดผลิตขึ้นโดยใช้เทคนิคการชุบสังกะสีแบบจุ่มร้อน เนื่องจากในกรณีนี้จะรับประกันการยึดเกาะสูงสุดของสังกะสีกับลวดโดยตรง
ผลิตภัณฑ์สำเร็จรูปที่ทางออกไม่กลัวสนิมและในขณะเดียวกันก็มีการป้องกันปัจจัยภายนอกที่ไม่เอื้ออำนวยเช่นการกระทำของรังสีอัลตราไวโอเลตลมและอุณหภูมิที่เพิ่มขึ้น นอกจากนี้ ลวดเหล็กชุบสังกะสีมีความเหนียวมากกว่าที่ไม่ชุบสังกะสี จึงมีความทนทานมากกว่า หลังจากนั้นผลิตภัณฑ์จะถูกหั่นเป็นชิ้นและทำเครื่องหมาย
ตาม GOST 3282–74 ลวดเหล็กผลิตจากเหล็กตามมาตรฐาน No1050 ปัจจุบัน ลวดสำเร็จรูปที่มีหน้าตัดขนาด 0.5 ถึง 6 มม. ซึ่งยังไม่ผ่านการอบชุบด้วยความร้อน ที่ทางออกต้องทนต่อการโค้งงออย่างน้อย 4 ครั้งโดยไม่ละเมิดความสมบูรณ์โดยรวมและการทำลายโครงสร้างโลหะ บนพื้นผิวของผลิตภัณฑ์ที่ไม่เคลือบด้วยสังกะสี มาตรฐานทางเทคโนโลยีช่วยให้มีรอยบุบและรอยขีดข่วนเล็กๆ ได้ ในขณะที่ความลึกไม่ควรเกิน 1/4 ของขนาดความเบี่ยงเบนของผลิตภัณฑ์สำเร็จรูปที่มีเส้นผ่านศูนย์กลาง แต่ไม่อนุญาตให้มีรอยแตก เกล็ด และฟิล์มทุกขนาดโดยเด็ดขาด
ลวดชุบสังกะสีอาจมีการเคลือบสีขาวเล็กน้อยบนพื้นผิวรวมถึงแวววาว - แต่ถ้าไม่ทำให้คุณภาพโดยรวมของการเคลือบลดลง ห้ามมิให้ขายและใช้ในกระบวนการผลิตลวดเหล็กที่มีบริเวณที่ไม่มีการเคลือบโลหะและจุดดำโดยเด็ดขาด
ประเภทและมิติข้อมูลหลัก
ลวดเหล็กแบ่งออกเป็นสองประเภท: มีและไม่มีสังกะสีเคลือบ สารเคลือบนี้เป็นสังกะสี นอกจากนี้ลวดเหล็กยังผ่านการอบชุบด้วยความร้อนอีกด้วย ผลิตภัณฑ์หลังการอบชุบจะมีสีอ่อนและดำ ความหนาของลวดเหล็กดังกล่าวมีตั้งแต่ 0.16 มม. ถึง 10 มม.
ช่วงขนาดของผลิตภัณฑ์เคลือบสังกะสีมีตั้งแต่ 0.2 มม. ถึง 6 มม. ความครอบคลุมนั้นแบ่งออกเป็นสองชั้น: ชั้นหนึ่งและชั้นสอง ความแตกต่างระหว่างชั้นหนึ่งกับชั้นอื่นอยู่ที่ความหนาของสารเคลือบเท่านั้น ผลิตภัณฑ์ชั้นสองทั้งหมดมีการเคลือบสังกะสีที่หนาแน่นกว่าและหนากว่า ผลิตภัณฑ์ชั้นสองมีความทนทานมากขึ้น
วิธีทดสอบ
วิธีการต่อไปนี้ได้รับการพัฒนาเพื่อตรวจสอบความสอดคล้องของคุณภาพของผลิตภัณฑ์ที่ผลิต:
- น้ำหนัก;
- ปริมาตรแก๊สโซเมตริก;
- การแช่
ความน่าเชื่อถือขึ้นอยู่กับวิธีการสุ่มตัวอย่างของทฤษฎีสถิติทั่วไป ดังนั้น จากประสบการณ์แสดงให้เห็นว่า การสุ่มตัวอย่างหนึ่งตัวอย่างจากแต่ละชุดงานที่กำหนดก็เพียงพอแล้ว
วิธีแรกเกี่ยวข้องกับการตรวจสอบด้วยสายตาและการชั่งน้ำหนักการตรวจสอบด้วยสายตาช่วยให้คุณสามารถกำหนดสถานะของตัวอย่างที่เลือก กำหนดเส้นผ่านศูนย์กลางและความลึกของข้อบกพร่องที่ตรวจพบได้ พารามิเตอร์เหล่านี้มักจะวัดโดยใช้เครื่องมือวัดที่เหมาะสม เส้นผ่านศูนย์กลางและการวงรีของลวดเหล็กวัดเป็นระนาบสองระนาบโดยใช้ไมโครมิเตอร์ จากนั้นข้อมูลที่ได้รับจะถูกตรวจสอบด้วย GOST 6507-78 ข้อกำหนดเบื้องต้นสำหรับการวัดลวดสังกะสีดังกล่าวคือการไม่มีการหย่อนคล้อยมากเกินไป

การควบคุมคุณภาพสายไฟ
จากวิธีนี้ มวลของสังกะสีที่อยู่บนพื้นผิวของตัวอย่างจะถูกกำหนดโดยการคำนวณความแตกต่างระหว่างมวลของตัวอย่างที่มีสังกะสีกับมวลของตัวอย่างเมื่อเคลือบลอกออก นอกจากนี้ ตามสูตรที่รู้จักกันดี ค่าเฉลี่ยเลขคณิตจะถูกคำนวณ ข้อผิดพลาดของการประมาณการดังกล่าวด้วยการทดสอบอย่างระมัดระวังไม่เกิน 0.001 กรัม
จากนั้นดำเนินการประเมินตัวอย่างตามตัวบ่งชี้ต่อไปนี้: การดัด การยืด การแตก หากเส้นผ่านศูนย์กลางของตัวอย่างที่เลือกไม่เกิน 0.5 มม. สามารถเปลี่ยนการทดสอบปกติด้วยค่าของการแตกเป็นปมที่เกิดขึ้นได้
หลังจากนั้นจะมีการตรวจสอบขดลวดที่เรียกว่า ลวดเหล็กพันบนแท่งเหล็กที่มีเส้นผ่านศูนย์กลางเดียวกันกับตัวลวดเอง หากเส้นผ่านศูนย์กลางเกิน 6 มม. เส้นผ่านศูนย์กลางของแท่งเหล็กควรเป็นสองเท่าของเส้นผ่านศูนย์กลางของตัวอย่าง จากนั้นจึงวัดลักษณะน้ำหนัก
มันถูกใช้ในการแก้ไขสถานการณ์ความขัดแย้ง, สำหรับการดำเนินการวิเคราะห์อนุญาโตตุลาการ.
วิธีปริมาตรแก๊สโซเมตริก
ในการเตรียมตัวสำหรับการศึกษา ให้เอาการเคลือบสังกะสีทั้งหมดของตัวอย่างออกไปยังพื้นผิวเหล็ก เพื่อจุดประสงค์นี้จะแช่อยู่ในสารละลายพิเศษ
ผลลัพธ์สุดท้ายคำนวณเป็นค่าเฉลี่ยเลขคณิตของผลการทดสอบหลายรายการ

ลวดเหล็กอบร้อน
ลำดับการใช้วิธีนี้ถูกกำหนดโดยลำดับของการดำเนินการต่อไปนี้:
- ลวดหลายเส้นที่มีความยาวเท่ากันถูกเลือกจากตัวอย่างที่นำเสนอ (ความแตกต่างของความยาวไม่ควรเกิน 0.5 มม.)
- แต่ละส่วนจะถูกขจัดออกอย่างทั่วถึง (สารละลายล้างไขมันอาจเป็น: แอลกอฮอล์ น้ำมันเบนซิน หรือสารเคมีที่เหมาะสมอื่นๆ)
- จากนั้นใช้คุณสมบัติทางเคมีของสังกะสีละลาย (พยายามจับไฮโดรเจนที่ปล่อยออกมาทั้งหมด)
- ในห้องปฏิบัติการจะวัดปริมาตรของไฮโดรเจนที่ได้รับ
- สูตรที่รู้จักคำนวณความหนาแน่นของพื้นผิวของสังกะสี
- ในกรดซัลฟิวริกหรือกรดไฮโดรคลอริกจะทำการกัดสังกะสีที่เรียกว่า
วิธีการแช่
ในวิธีนี้ ตัวอย่างที่เลือกจะถูกแช่ในสารละลายของคอปเปอร์ซัลเฟต ความหนาแน่นของสารละลายควรเป็น 1.116 g / cm3 ที่อุณหภูมิ 18 องศาเซลเซียส
ในกรณีนี้ ให้ปฏิบัติตามคำสั่งต่อไปนี้เพื่อให้ได้ผลลัพธ์:
- เตรียมแท่งเหล็กทดสอบหลายแท่งที่มีความยาวเท่ากัน (โดยปกติคือ 150 มม.)
- ผลิตล้างไขมันด้วยการล้างด้วยน้ำกลั่น
- ตัวอย่างเหล็กแต่ละชิ้นถูกเช็ดอย่างระมัดระวังจากร่องรอยของของเหลวและการทำให้แห้ง
- จากนั้นจุ่มลงในสารละลายที่เตรียมไว้ (ประกอบด้วยคอปเปอร์ซัลเฟต)
- ระยะห่างจากตำแหน่งของแท่งกับพื้นผิวของสารละลายควรเป็น 100 มม. เวลาในการแช่ - 60 วินาที
- มีการทดสอบตัวอย่างเหล็กหกตัวอย่างพร้อมกัน
หลังจากการทดสอบนี้ ให้ตรวจสอบส่วนที่เหลือของการเคลือบทองแดงบนพื้นผิวของแท่ง หากบนพื้นผิวของเหล็กเส้นอย่างน้อยหนึ่งแท่งมีบริเวณที่มีสารเคลือบทองแดงตกค้าง แสดงว่าตัวอย่างไม่ผ่านการทดสอบ การประเมินจะทำด้วยสายตา