การกำหนดโบลต์
ผู้ผลิตที่แข่งขันกันใช้มาตรฐานของตนเองมาเป็นเวลานาน ระบบนี้ได้รับการเปลี่ยนแปลงครั้งใหญ่หลายครั้ง หลังจากนั้นทุกส่วนเริ่มสอดคล้องกับพารามิเตอร์บางอย่างและทำเครื่องหมายตามพารามิเตอร์เหล่านั้น บทบัญญัตินี้มีความจำเป็นในอุตสาหกรรมที่กำลังพัฒนาอย่างรวดเร็ว ซึ่งการขาดมาตรฐานทำให้กระบวนการผลิตซับซ้อน

ในขณะนี้ มีสามมาตรฐานที่เป็นหนึ่งเดียวตามการทำเครื่องหมายที่ใช้กับสลักเกลียวเพื่อความสะดวกในการใช้งาน:
- GOST;
- มาตรฐาน ISO;
- ดินแดง
รูปแบบการกำหนดที่แนะนำสำหรับสลักเกลียวและสกรูตาม GOST ใช้ในประเทศ CIS ข้อกำหนดมาตรฐานคุณภาพใช้กับอาหาร สินค้าที่ผลิต เสื้อผ้า ฯลฯ ISO เป็นระบบเมตริกสากลที่นำมาใช้ในปี 2507 ในปัจจุบัน มาตรฐานนี้ถูกใช้ในหลายประเทศทั่วโลก DIN ถูกนำมาใช้และใช้ในประเทศเยอรมนี ระบบนี้มีหลายมาตรฐาน
คำอธิบาย
สำหรับสลักเกลียวที่มีความแข็งแรงสูงมี GOST 52644-2006 ที่ใช้งานได้อย่างเป็นทางการ พระราชบัญญัตินี้กำหนดมาตรฐาน:
-
ขนาดสลักเกลียว
-
ความยาวของเกลียวของสปริงดังกล่าว
-
การเปลี่ยนแปลงขององค์ประกอบและการออกแบบโครงสร้าง
-
ค่าสัมประสิทธิ์การบิด
-
น้ำหนักตามทฤษฎีของแต่ละผลิตภัณฑ์
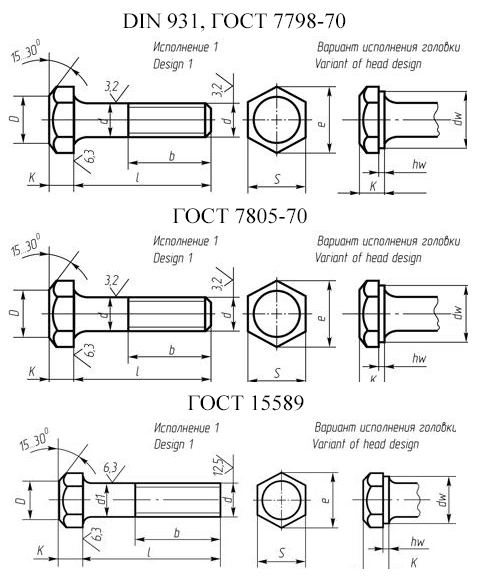
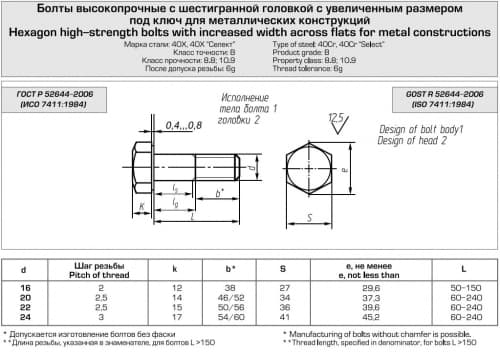
พวกเขายังครอบคลุมโดยมาตรฐาน DIN 6914 โดยค่าเริ่มต้น ผลิตภัณฑ์นี้มีหัวหกเหลี่ยมสำหรับประแจ มีไว้สำหรับข้อต่อเหล็กที่มีความเค้นสูง เส้นผ่านศูนย์กลางของสปริงสามารถอยู่ระหว่าง M12 ถึง M36 ขนาดของพวกเขามีตั้งแต่ 3 ถึง 24 ซม.
สลักเกลียวดังกล่าวสามารถใช้ในงานวิศวกรรมเครื่องกล ในอาคารเครื่องยนต์ นอกจากนี้ยังมีประโยชน์สำหรับพื้นที่ที่มีการสั่นสะเทือนรุนแรง ในที่สุดก็สามารถนำมาใช้ในโครงสร้างอาคารต่างๆ อย่างไรก็ตาม แรงบิดในการขันที่ถูกต้องมีบทบาทสำคัญ แรงดันน้อยเกินไปมักจะนำไปสู่การทำลายการเชื่อมต่อก่อนเวลาอันควร แรงดันที่มากเกินไปอาจทำให้รัดหรือโครงสร้างที่จะเชื่อมต่อเสียหายได้


5 สลักเกลียวมีความตึงอย่างไร?
แรงตึงของ VPB สามารถปรับได้หลายวิธี เราแสดงรายการไว้ด้านล่าง:
- โดยจำนวนการกระแทกของประแจ
- โดยความตึงตามแนวแกนของสปริง
- โดยมุมการหมุนของน๊อต
- โดยชั่วขณะของการบิด
ที่นี่คุณจำเป็นต้องรู้ว่าไม่ว่าจะมีตัวเลือกการขันให้แน่นสำหรับรัดที่มีความแข็งแรงสูงก็ตาม จำเป็นต้องใช้สลักเกลียว ในระยะเริ่มต้นของความตึงเครียด ควรถือหัว VPB กระบวนการนี้ดำเนินการจากส่วนที่ยากที่สุดของการเชื่อมต่อหรือจากตรงกลาง ใช้ประแจแรงบิดเพื่อขันสลักเกลียวให้แน่นด้วยความพยายามจำนวนหนึ่ง เครื่องมือนี้ช่วยให้คุณกำหนดแรงบิดกระชับ (ค่าสัมประสิทธิ์) ของการเชื่อมต่อได้อย่างชัดเจน
ขั้นตอนการขันให้แน่นด้วยประแจแรงบิดมีดังนี้:
- บรรจุภัณฑ์รัดกุมด้วยผลิตภัณฑ์ยึด
- สลักเกลียวทั้งหมด (รวมถึงสลักเกลียว) ถูกขันให้แน่นตามแรงที่กำหนด
- ปลั๊กถูกกระแทก VPB ติดตั้งแทน
หลังจากนั้นรัดที่ติดตั้งไว้จะถูกขันให้แน่นด้วยประแจ สลักเกลียว M24 มักจะขันให้แน่นด้วยประแจ ซึ่งปรับเทียบได้โดยการหมุนน็อตในมุมหนึ่ง เครื่องมือดังกล่าวช่วยให้ได้แรงบิดกระชับอย่างน้อย 1600 นิวตันเมตร การสอบเทียบอุปกรณ์สำหรับสลักเกลียว M24 จะดำเนินการก่อนเริ่มงาน นัทรันเนอร์ที่อธิบายไว้สามารถติดตั้งหัวเทเปอร์แบบเปลี่ยนได้ พวกเขามีน้ำหนักเกิน ส่งผลให้สามารถลดการสูญเสียพลังงานเนื่องจากการบิดตัวได้ ส่วนหัวที่มีน้ำหนักมากไม่ใช่คุณสมบัติเพียงอย่างเดียว นอกจากนี้พวกเขาจำเป็นต้องผ่านการอบชุบด้วยความร้อน นอกจากนี้ยังดำเนินการเพื่อให้อุปกรณ์ที่เปลี่ยนได้มีความแข็งในระดับ HRC ในช่วง 35–45 ยูนิต
 ขันน๊อตแรงสูง
ขันน๊อตแรงสูง
สลักเกลียว M24 ไม่ได้ขันด้วยประแจเพียงอันเดียว แต่มีสองตัวพร้อมกัน เทคนิคนี้ทำให้ได้แรงบิดที่แม่นยำที่สุด มันถูกใช้ค่อนข้างบ่อย ในกรณีนี้ คีย์แรก (เรียกว่าคีย์เล็ก) จะสร้างแรงบิดไม่เกิน 200 นิวตันเมตร หลังจากนั้นใช้เครื่องมือที่สอง (ใหญ่) และด้วยปุ่มนี้ จะมีการขันให้แน่นขั้นสุดท้าย ให้แรงบิด 1600 นิวตันเมตร ความตึงของสลักเกลียวความแข็งแรงสูง M20, M16, M30 และอื่นๆ (ทั้งหมดยกเว้น M24) จะดำเนินการในกรณีส่วนใหญ่โดยอ้างอิงถึงแรงในแนวแกน การดำเนินการจะดำเนินการโดยใช้กุญแจไฟฟ้าหรือนิวแมติก ต้องทดน้ำหนักก่อนประกอบโครงสร้างโลหะ
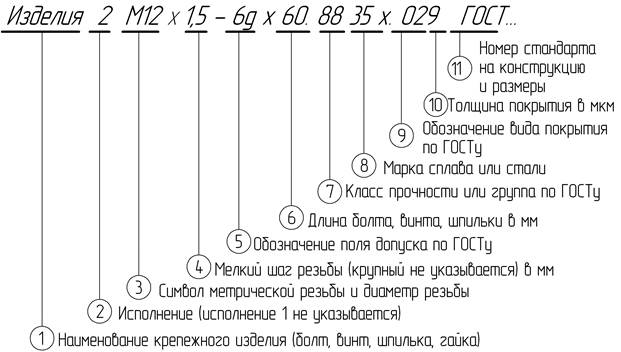

สินค้า 2М12х1,50LH-5gx50.66.А.047 GOST 7798-70
- ผลิตภัณฑ์. ในที่นี้พวกเขาเขียนชื่อชิ้นส่วน: โบลต์, สกรู, กิ๊บ ฯลฯ
- คลาสคุณภาพถูกกำหนดโดย GOST ดังนั้นจึงไม่สามารถระบุได้ มีสามคลาส - A, B และ C โดยที่การกำหนด A พูดถึงความแม่นยำสูงสุดของชิ้นส่วน
- หมายเลข 2 หมายถึงประสิทธิภาพ การแสดงมีเพียงสี่ประเภทเท่านั้น การดำเนินการ 1 ไม่ได้ระบุโดยค่าเริ่มต้น
- M คือการกำหนดประเภทของเกลียว มีการระบุอักษรตัวแรกของชื่อ: เมตริก รูปกรวย หรือสี่เหลี่ยมคางหมู
- 12 - เส้นผ่านศูนย์กลางของสลักเกลียวเป็นมิลลิเมตร
- 1.5 - ระยะพิทช์ของเกลียว ไม่อาจระบุได้หากเป็นเกลียวพื้นฐานสำหรับเกลียวที่มีเส้นผ่านศูนย์กลางที่กำหนด
- LH - การกำหนดว่าโบลต์นี้มีเกลียวซ้าย หากผลิตภัณฑ์ทำด้วยด้ายหลัก (ขวา) จะไม่ระบุสิ่งนี้
- 5g ระบุระดับความเที่ยงตรงของการตัดด้าย ชั้นเรียนสามารถกำหนดหมายเลขได้ตั้งแต่ 4 ถึง 8 โดยที่ 4 เป็นเกรดที่แม่นยำที่สุด
- 50 - ความยาวของสลักเกลียว (การกำหนดเป็นมิลลิเมตร)
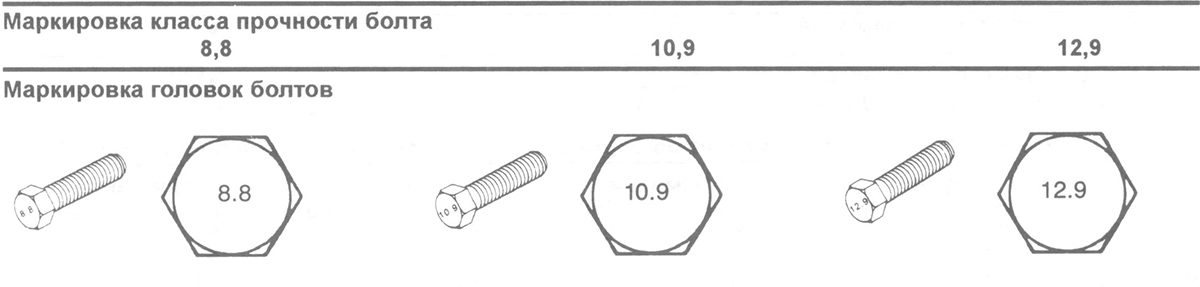
- 66 - ระดับความแรงของผลิตภัณฑ์ ที่หัวโบลต์ ตัวบ่งชี้เหล่านี้จะมีจุดระหว่างตัวเลข อย่าใส่จุดในตำนาน
- เอ - ลักษณะที่ใช้ในการผลิตเหล็ก ในกรณีนี้ แสดงว่าโบลต์หล่อจากเหล็กตัดอิสระ ตัวอักษร C ระบุว่าชิ้นส่วนทำจากเหล็กนิ่ง พารามิเตอร์นี้แสดงถึงระดับความแข็งแรงของโบลต์ ซึ่งหมายความว่าคลาสนั้นสูงกว่า 8.8
- 047 ระบุชนิดของสารเคลือบและความหนาของสารเคลือบบนผลิตภัณฑ์ การเคลือบมีหลายประเภท - ตั้งแต่ 01 ถึง 13 ในกรณีนี้ประเภทของการเคลือบคือ 04 และความหนาคือ 07 µm

สัญลักษณ์ของตัวยึดโบลต์ช่วยให้คุณตรงตามข้อกำหนดสำหรับผลิตภัณฑ์และการออกแบบเฉพาะอย่างแม่นยำที่สุด การปฏิบัติตามมาตรฐานคุณภาพเป็นกุญแจสำคัญในการบรรลุข้อกำหนดของโครงการ โปรดทราบว่าผลิตภัณฑ์ที่สอดคล้องกับ GOST ช่วยให้คุณสามารถศึกษาคุณสมบัติของชิ้นส่วนตามเอกสารเหล่านี้และหมายถึงการปฏิบัติตามมาตรฐานอย่างสมบูรณ์ มาตรฐาน GOST สอดคล้องกับระบบรวมอื่นๆ ในการถ่ายโอนจากระบบหนึ่งไปยังอีกระบบหนึ่ง ก็เพียงพอแล้วที่จะใช้ตารางการแปลงหน่วยเมตริก
2
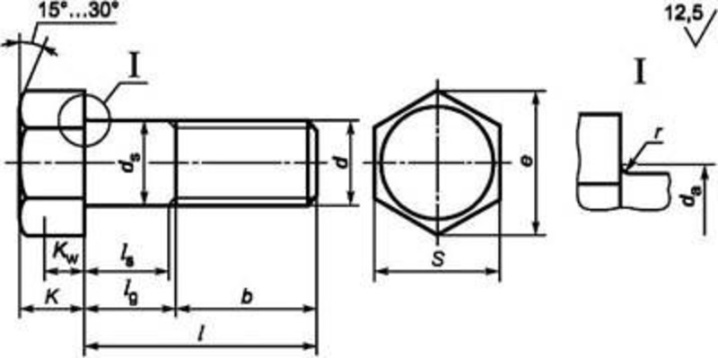
สัญลักษณ์ของฮาร์ดแวร์ปรากฏในสหภาพโซเวียตเมื่อต้นศตวรรษที่ผ่านมา ในการกำหนดแบบเต็ม พารามิเตอร์ทั้งหมดจะถูกระบุโดยเริ่มจากชื่อของฮาร์ดแวร์และระดับความแรงและลงท้ายด้วยหมายเลขมาตรฐาน ประกอบด้วย 13 ตำแหน่ง ชื่อของผลิตภัณฑ์จะถูกระบุก่อน ตามด้วยระดับความแม่นยำ ตำแหน่งที่สามถูกครอบครองโดยการดำเนินการของผลิตภัณฑ์ ขึ้นอยู่กับมาตรฐานของรัฐสามารถมีได้ 4 เวอร์ชัน หากใช้เวอร์ชัน 1 จะไม่มีการระบุ ผลิตภัณฑ์ของเวอร์ชัน 2 มีรูสำหรับสลักแบบ cotter ที่ส่วนท้ายของส่วนที่เป็นเกลียว และ 3 - รูทะลุหนึ่งคู่ที่ส่วนหัว ฮาร์ดแวร์เวอร์ชัน 4 ไม่มีรูเพิ่มเติม
ในภาพวาดที่วางไว้ในหนังสืออ้างอิง พารามิเตอร์ต่างๆ เช่น ความยาว เส้นผ่านศูนย์กลางของแกนและเกลียวสำหรับฮาร์ดแวร์แต่ละประเภทจะถูกทำเครื่องหมายไว้ นอกจากนี้ การกำหนดระบุเส้นผ่านศูนย์กลางเล็กน้อย ระยะพิทช์ ทิศทาง และความคลาดเคลื่อนของเกลียว ตำแหน่งที่แปดถูกครอบครองโดยความยาวของผลิตภัณฑ์ ระดับความแรงถูกระบุไว้ด้านหลัง ยิ่งไปกว่านั้น ในกรณีนี้ ค่าของความต้านทานขั้นสุดท้ายที่ระบุและจุดครากอาจไม่ถูกคั่นด้วยจุดต่อไปนี้คือข้อบ่งชี้ของการใช้เหล็กแบบสแตนด์อโลนหรือแบบเงียบ ตามด้วยเกรดของวัสดุ สองตำแหน่งสุดท้ายถูกครอบครองโดยข้อมูลความครอบคลุมและหมายเลขมาตรฐานของรัฐ
โบลท์แรงสูงต่างจากโบลท์ธรรมดาอย่างไร?
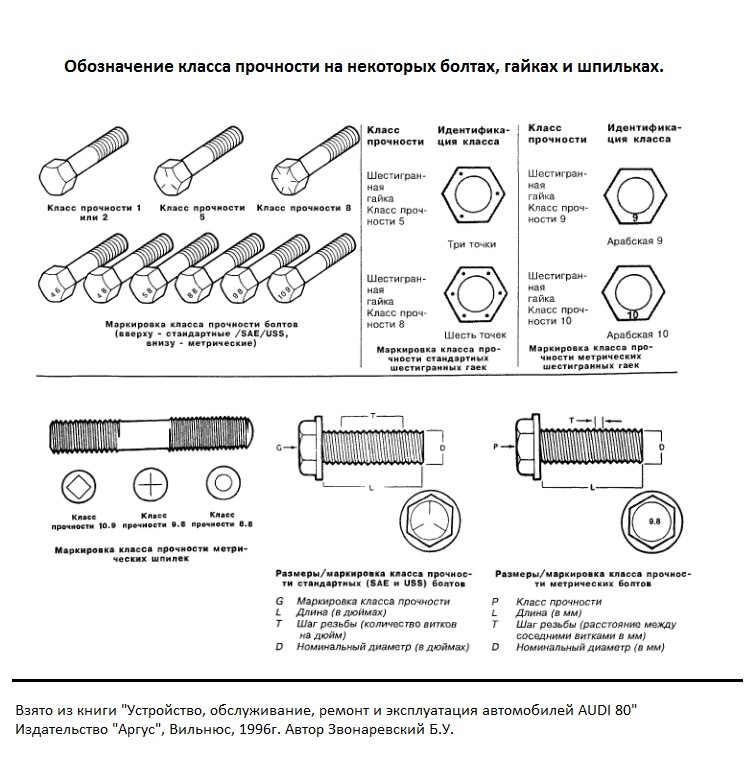
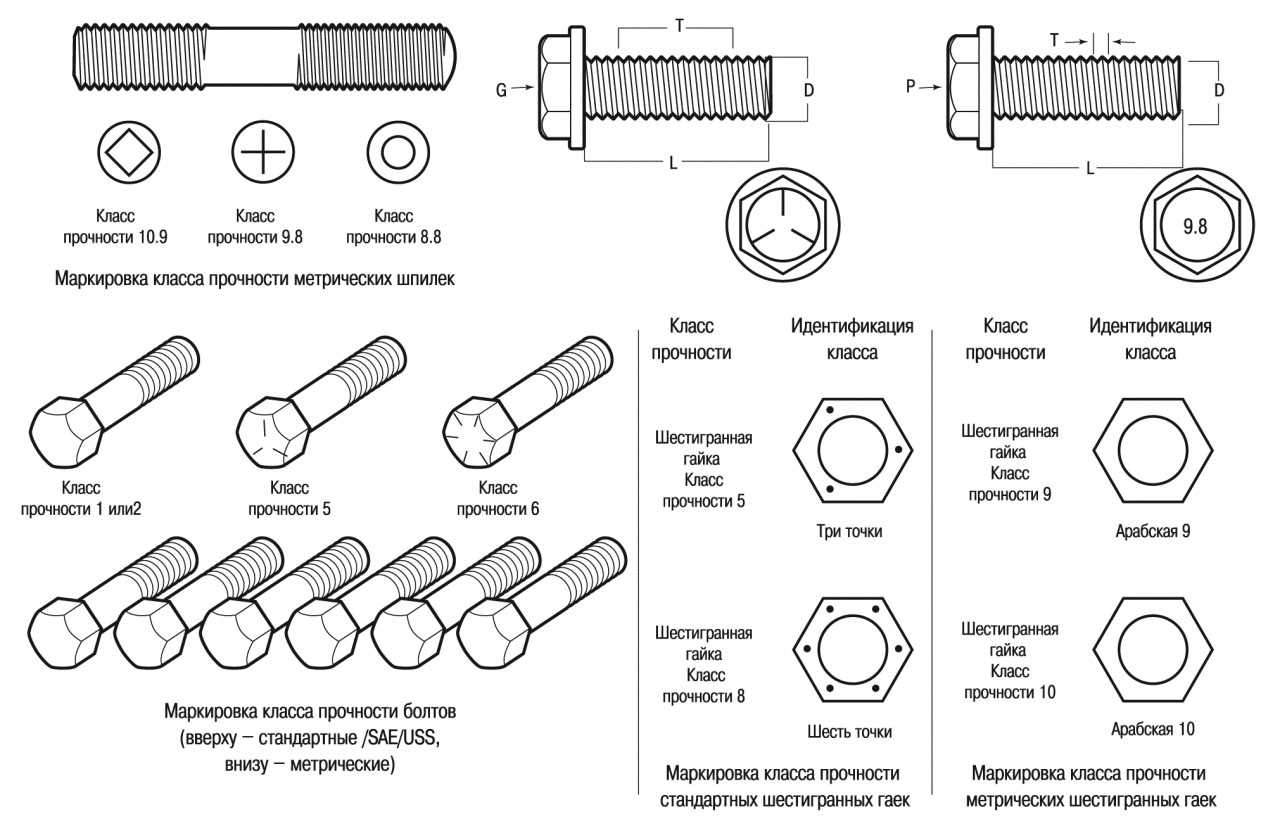
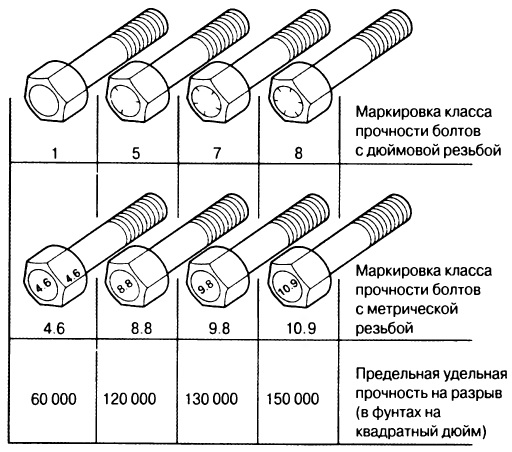
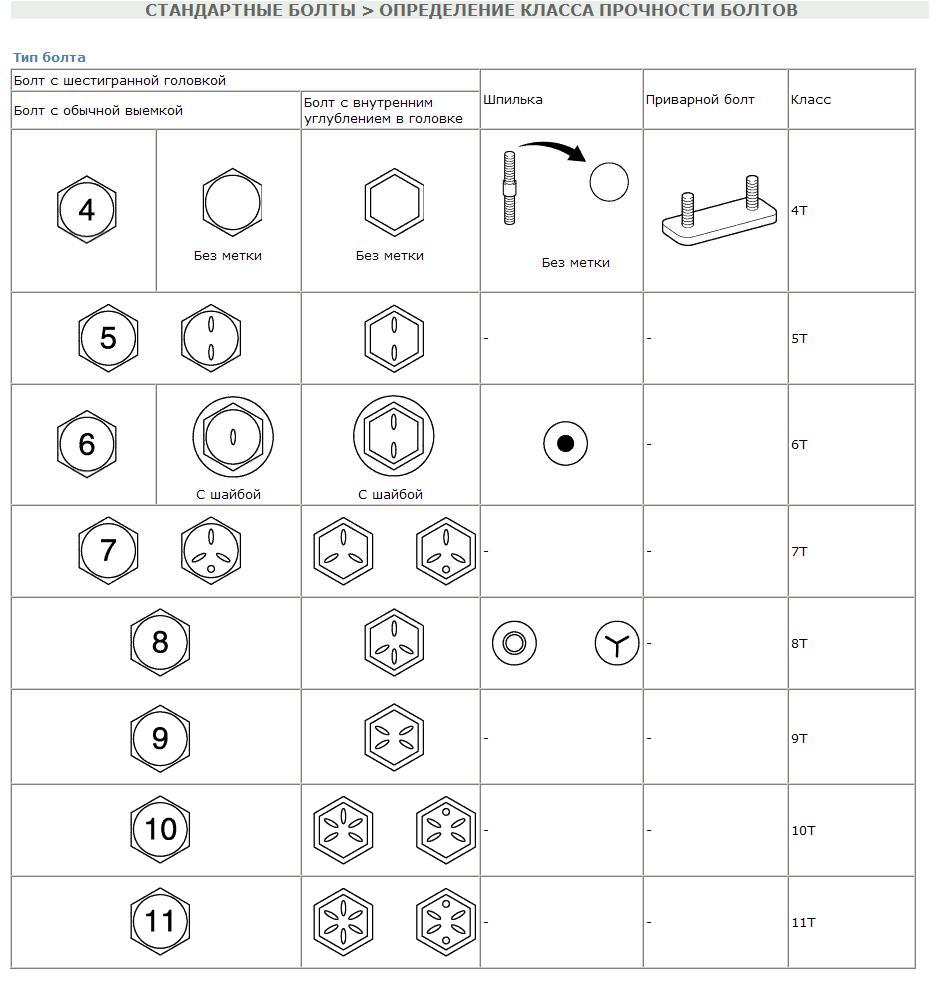
องค์ประกอบการยึดทั้งหมดต้องเป็นไปตามระดับความแข็งแรงที่ระบุไว้ในมาตรฐาน GOST ปัจจุบัน มี 11 หมวดหมู่การทำเครื่องหมายของคลาสความแรง การทำเครื่องหมายตัวเลขบ่งบอกถึงความแข็งแกร่ง คูณตัวเลขแรกด้วย 100 - เราได้รับความแข็งแกร่งสูงสุด การคูณตัวเลขที่สองด้วย 10 - เราได้ค่าความต้านทานแรงดึงที่สัมพันธ์กันในอัตราดอกเบี้ย
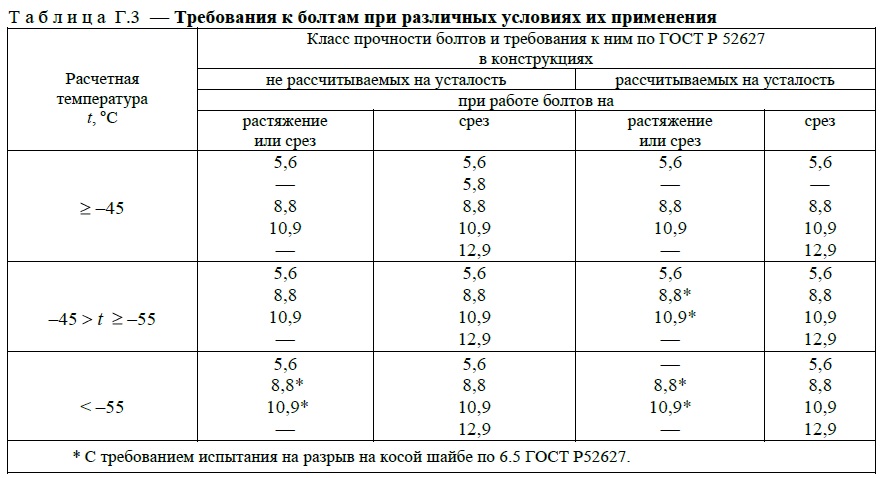
สลักเกลียวความแข็งแรงสูงจัดเป็นเกรด 9.8, 10 ขึ้นไป ความแตกต่างที่สำคัญระหว่างสลักเกลียวธรรมดาและสลักเกลียวที่มีระดับความแข็งแรงสูงสุดคือคุณสมบัติทางกายภาพและทางกลที่ช่วยให้รัดรับน้ำหนักได้มาก การทำงานของสลักเกลียวที่มีความแข็งแรงสูงสามารถเกิดขึ้นได้ในสภาพอากาศที่ไม่เอื้ออำนวย (เครื่องหมาย "ХЛ") ที่อุณหภูมิเย็นเฉลี่ย (เครื่องหมาย "U") สลักเกลียวทำด้วยเกลียว m12 - m36
4.5. การยอมรับและการปิดผนึกการเชื่อมต่อขึ้นอยู่กับการถอดชิ้นส่วนทั้งหมด
4.5.1. ไม่ว่าทางไหน
ความตึงเครียด ผู้ควบคุมต้องตรวจสอบภายนอกทั้งหมดก่อน
สลักเกลียวความแข็งแรงสูงให้มาและให้แน่ใจว่าสลักเกลียวทั้งหมด
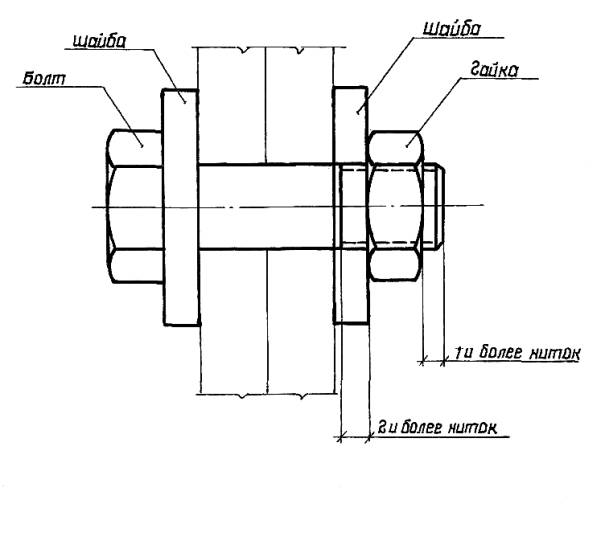
เครื่องหมายที่กำหนดไว้, เครื่องซักผ้ามีให้ภายใต้หัวและน็อตทั้งหมด ลำโพง
นอกน็อต ส่วนต่างๆ ของสลักเกลียวจะมีเกลียวอยู่เหนือน็อตอย่างน้อยหนึ่งเกลียวและ
สองอันใต้น็อต; หน่วยที่ประกอบขึ้นมีตราประทับของกองพลน้อยที่ดำเนินการเหล่านี้
งาน ().
4.5.2. จำนวนสลักเกลียวในหน่วย
อยู่ภายใต้การควบคุมระบุไว้ในตาราง 3.
ตารางที่ 3
|
ปริมาณ |
ปริมาณ |
|
ก่อน |
100 |
|
6-20 |
5 |
|
21 |
ไม่ |
4.5.3. ถ้าผลลัพธ์ไม่ตรงกัน
ควบคุมข้อกำหนดของข้อ 3.5.1 อย่างน้อยหนึ่งสายฟ้า double
จำนวนสลักเกลียว หากพบโบลต์ชำรุดในกรณีนี้
สลักเกลียวทั้งหมดของการเชื่อมต่อที่กำหนดจะได้รับการตรวจสอบ

ข้าว. 3
4.5.4. ผลการควบคุม
โดยไม่คำนึงถึงวิธีการตึงควรบันทึกในบันทึกพิเศษ ()
4.5.5. รับผิดชอบต่อ
คุณภาพของการตั้งค่าโบลต์เป็นภาระของผู้รับเหมา
4.5.6 ความรัดกุมของแพ็คเกจ
ตรวจสอบด้วยเกจวัดความหนา 0.3 มม. เทียบกับสลักเกลียวในพื้นที่
จำกัดโดยเครื่องซักผ้า สไตลัสต้องไม่ผ่านระหว่างชิ้นส่วนที่ประกอบเข้าในพื้นที่
ถูกจำกัดโดยแหวนรอง (ต่อไปนี้จะเรียกว่าแหวนรองผลลัพธ์)
4.5.7. ในทุกการเชื่อมต่อเช่น
ตามกฎแล้วแกนจะถูกนำไปใช้กับตราประทับของทีมที่ทำการเชื่อมต่อและบุคคล
ที่ทำให้การควบคุม. จำนวนตราประทับได้รับมอบหมายตามคำสั่งของกอง
การเชื่อมต่อ หากเตรียมโบลต์ด้วยวิธีแว็กซ์ ต่อไป
ตัวอักษร "P" ถูกใส่พร้อมกับตราประทับ
4.5.8. หลังจากยอมรับการเชื่อมต่อ
คอนโทรลเลอร์ข้อต่อทั้งหมดตามแนวเส้นตรงจะต้องลงสีพื้น หากอยู่ในโครงการ
วัตถุไม่มีเกรดไพรเมอร์ อนุญาตให้ใช้ไพรเมอร์
FL-03K, GF-021 ด้วยการเติมเม็ดสีแห้งเพื่อให้มีความสม่ำเสมอซึ่งไม่รวม
การไหลของไพรเมอร์เข้าสู่บรรจุภัณฑ์
4.5.9. เครื่องมือปรับความตึง
การโบลต์และการเตรียมพื้นผิวเป็นไปตาม
«คู่มือการสมัคร ชุดเครื่องมือสำหรับการแสดงละคร
สลักเกลียวความแข็งแรงสูง ". MMSS สหภาพโซเวียตมอสโก 2528 ().
1
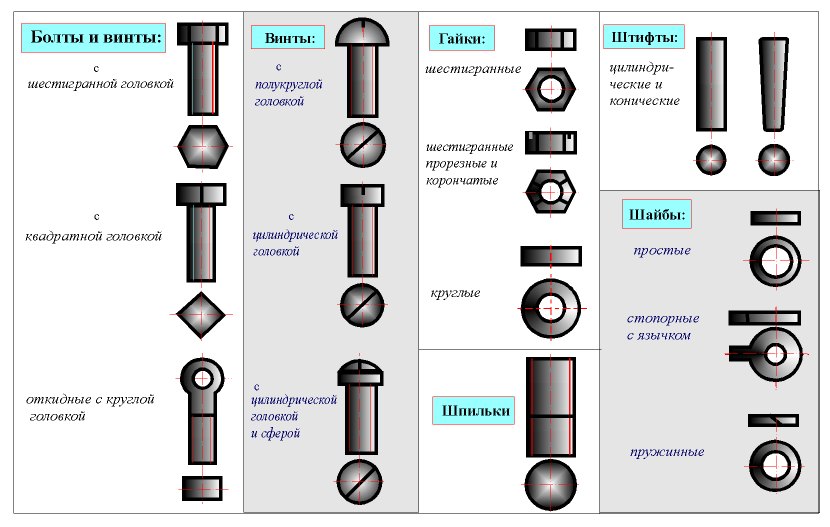
สปริงนี้พบการใช้งานที่กว้างขวาง เป็นไปไม่ได้ที่จะจินตนาการถึงเขตอุตสาหกรรมที่ไม่ใช้สลักเกลียว การก่อสร้าง, การบิน, วิศวกรรมเครื่องกล, การต่อเรือและชีวิตประจำวัน - ในทุกพื้นที่เหล่านี้ไม่สามารถถูกแทนที่ได้ ด้วยความช่วยเหลือของพวกเขา คุณจะได้รับการเชื่อมต่อที่แข็งแกร่ง เชื่อถือได้ และสะดวกมาก และสามารถถอดแยกได้ ตัวยึดนี้ประกอบด้วยสองส่วน - แกนที่ใช้ด้ายและส่วนหัว ส่วนใหญ่มักจะมีรูปร่างหกเหลี่ยม
ฮาร์ดแวร์ถูกจำแนกตามวัตถุประสงค์ รูปร่าง และความแข็งแรงของผลิตภัณฑ์ ให้เราอาศัยแนวคิดของคลาสความแข็งแกร่งในรายละเอียดเพิ่มเติมลักษณะนี้กำหนดคุณสมบัติทางกลของสปริง มีทั้งหมด 11 คลาส พวกมันถูกกำหนดด้วยตัวเลขสองตัว คั่นด้วยจุด ตัวเลขแรกคูณด้วย 100 สอดคล้องกับแนวต้านชั่วคราวที่ระบุ ตัวอย่างเช่น สำหรับรัดที่มีระดับความแม่นยำ 3.6 คือ 300 N / mm 2 และคูณตัวเลขถัดไปด้วย 10 เราจะหาค่ากำลังครากเล็กน้อย สำหรับโบลท์ด้านบนจะเป็น 60 N / mm 2
สลักเกลียวเฟอร์นิเจอร์
มีแบบพิเศษที่มีระดับความแรงไม่เกิน 5.8 ใช้เป็นหลักในอุตสาหกรรมการก่อสร้างและเฟอร์นิเจอร์ แต่คันไถและตัวยึดถนนสามารถมีระดับความแข็งแกร่งที่สูงกว่าแล้ว - 8.8 ครั้งแรกพบการประยุกต์ใช้ในการติดตั้งสิ่งที่แนบมาสำหรับเครื่องจักรกลการเกษตร ระดับความแข็งแกร่งสูงสุด (มากถึง 12.9) นั้นถูกครอบครองโดยผลิตภัณฑ์วิศวกรรมเครื่องกลเนื่องจากเป็นผู้ที่เกี่ยวข้องกับการประกอบโครงสร้างที่สำคัญ
สลักเกลียวมีรูปร่างเป็นบานพับผลิตตาม GOST 3033–78 คุณลักษณะของพวกเขาคือส่วนหัวที่ทำขึ้นในรูปแบบของส่วนที่เคลื่อนที่ได้ของข้อต่อแบบประกบ แต่ส่วนบนของสลักเกลียวที่มีคุณสมบัติที่คุณคุ้นเคยในรายละเอียดเพิ่มเติมหลังจากศึกษา GOST 4751-73 นั้นเป็นวงแหวน ผลิตภัณฑ์เหล่านี้มีความเกี่ยวข้องเป็นพิเศษสำหรับการติดตั้งการติดตั้ง การขนถ่าย และการขนถ่าย สำหรับการลากจูง และต้องขอบคุณการออกแบบที่เป็นเอกลักษณ์ โบลต์แกนถูกขันเข้าไปในรูเจาะและตะขอสามารถเกี่ยวเข้ากับวงแหวนได้และสามารถผูกเชือกได้
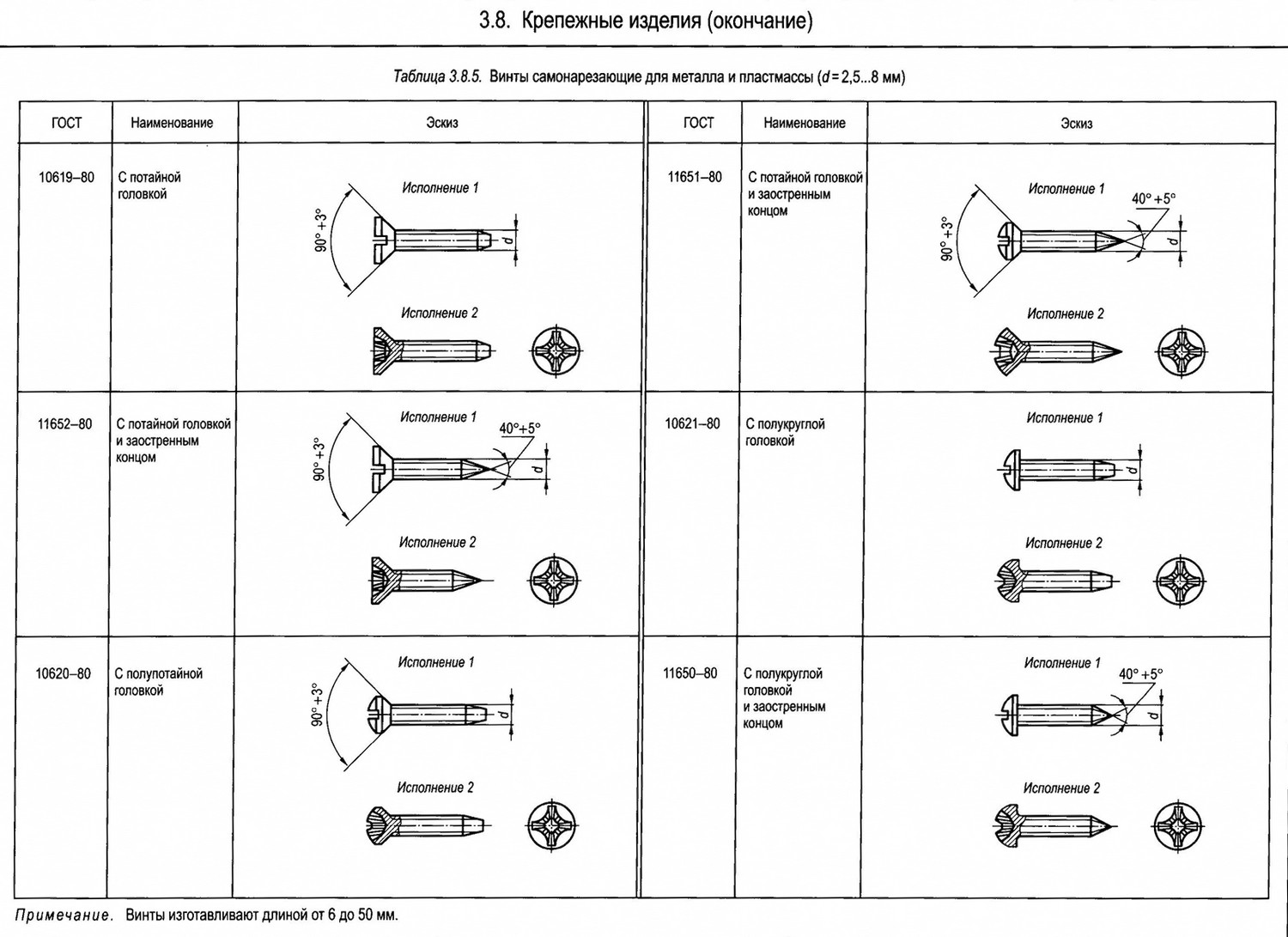
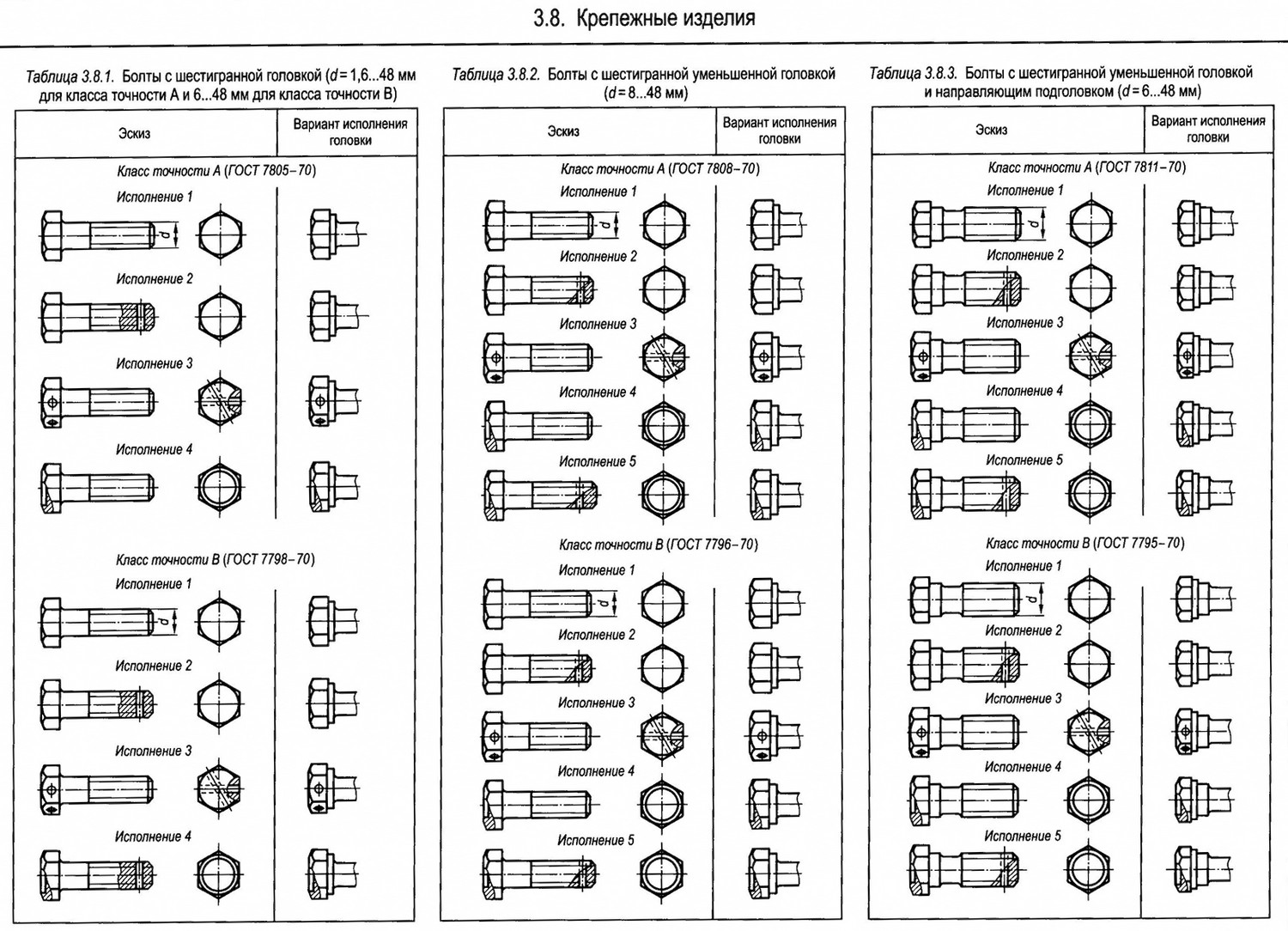
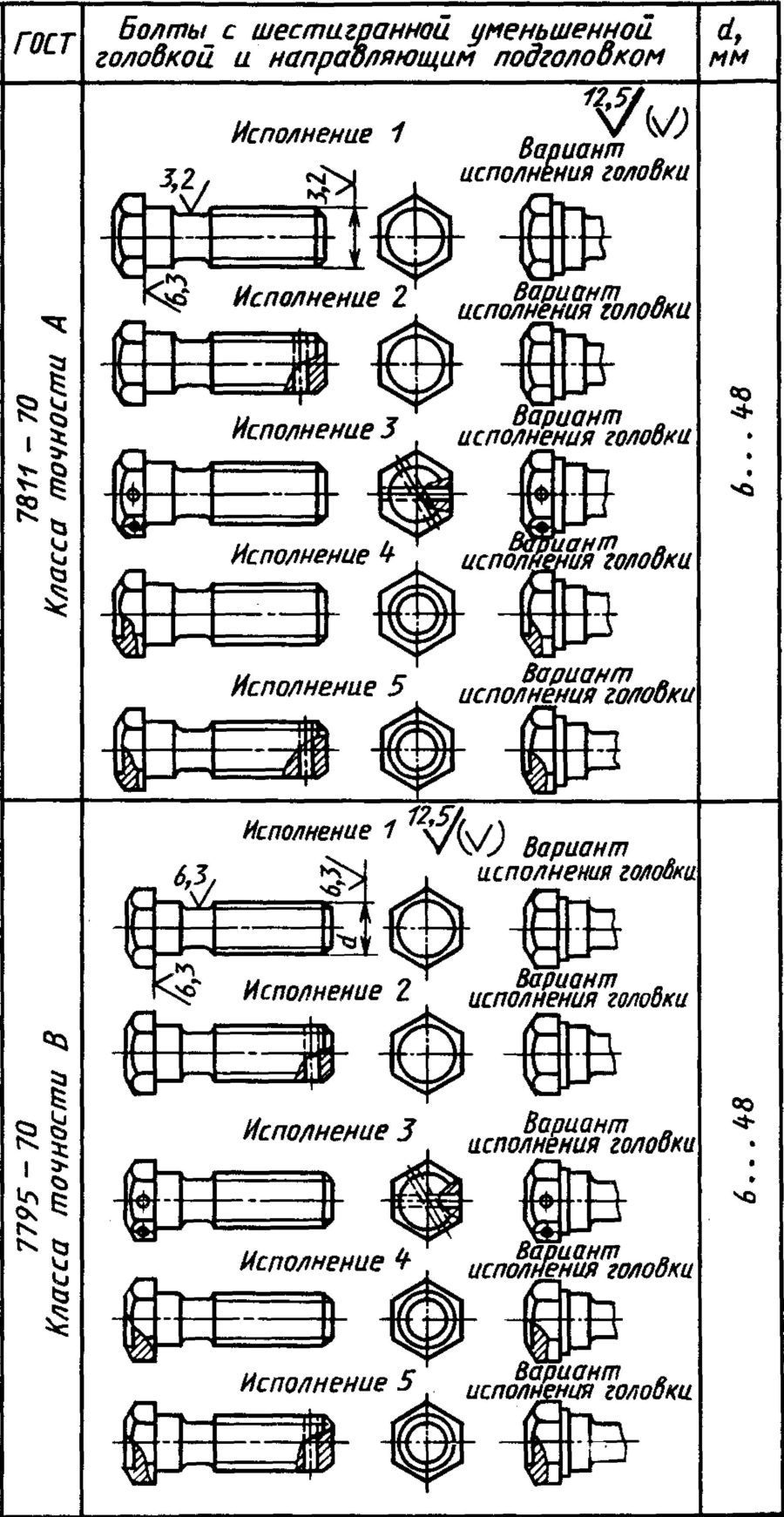
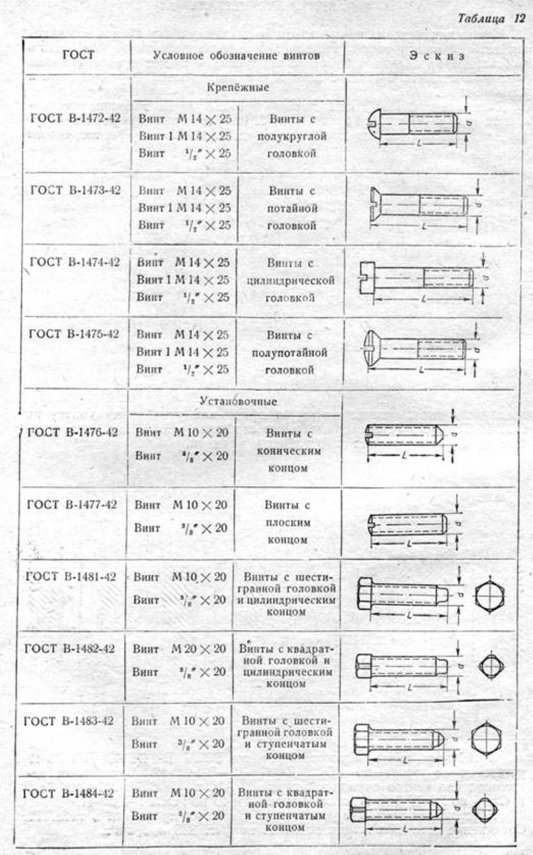
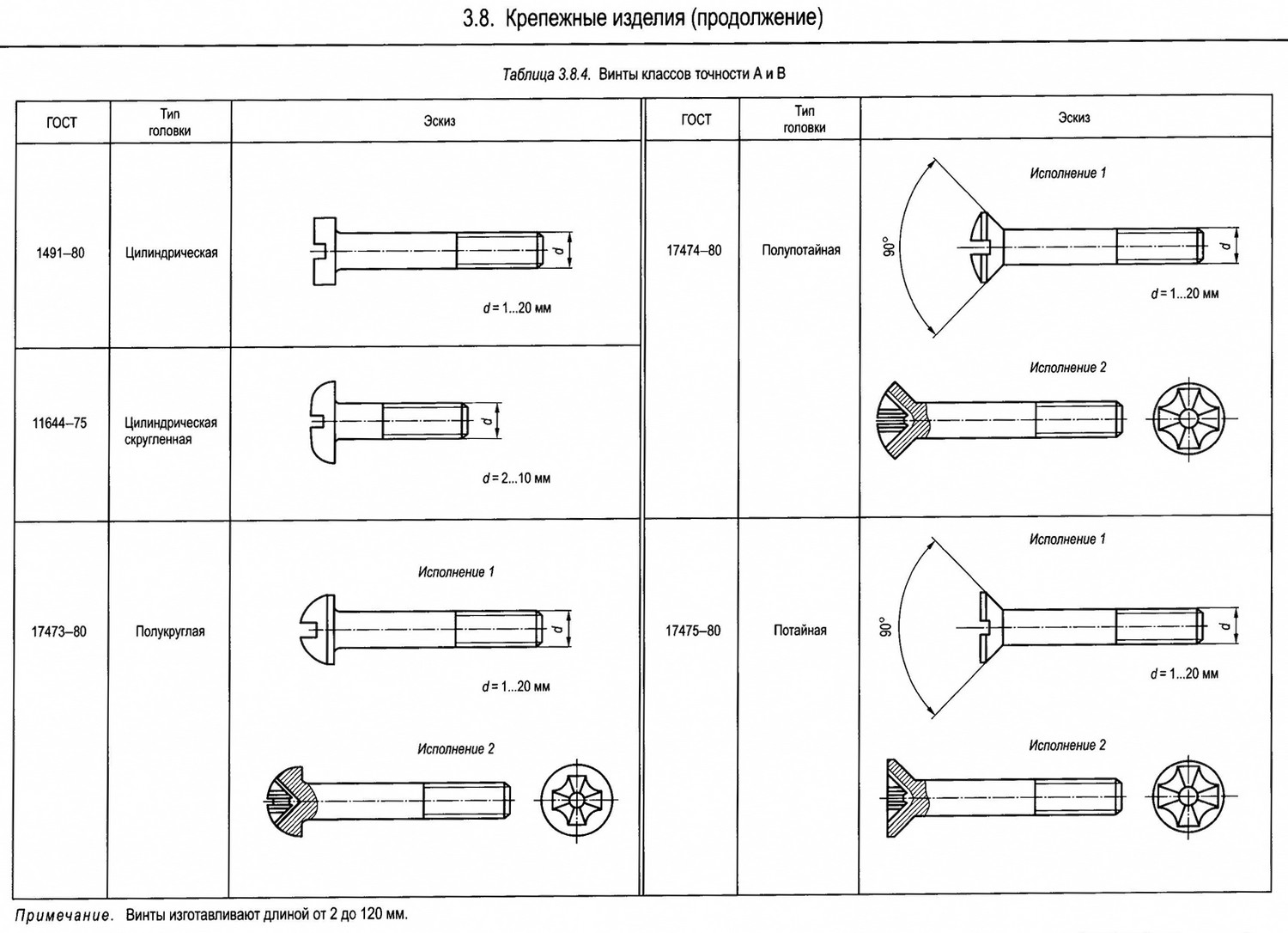
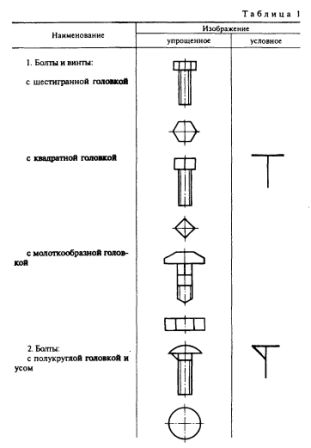
หัวโบลท์อาจแตกต่างกัน ที่พบมากที่สุดสามารถเรียกได้ว่าเป็นรูปหกเหลี่ยมซึ่งเหมาะกับประแจ ผลิตภัณฑ์เหล่านี้ผลิตขึ้นตามข้อกำหนดที่ระบุใน GOST 7798.7817–80, 10602–94 และ 18125–72 แต่ยังมีฮาร์ดแวร์ที่มีหัวครึ่งวงกลมและหัวจม (GOST 7783–81, 7801–81, 7802–8 และ 7785–81, 7786–81, 17673–81) สิ่งสำคัญคือผลิตภัณฑ์ที่มีหน้าแปลน โครงสร้างคล้ายกับชิ้นส่วนมาตรฐาน แต่มีหน้าแปลนเพิ่มเติมเท่านั้น ดูเหมือนถั่วธรรมดา
ถอดรหัสตัวเลข
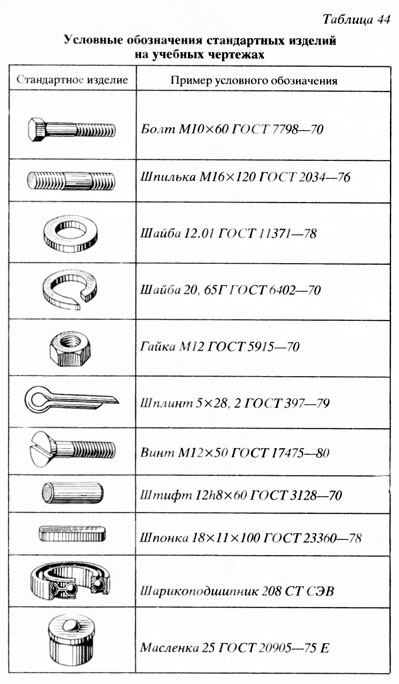
เครื่องหมายที่สมบูรณ์ที่สุดของสลักเกลียวติดตั้งอยู่ในตาราง มีทั้งความหมายตามตัวอักษรและตัวเลข และสัญลักษณ์ทั้งหมดเหล่านี้อยู่ในลำดับ GOST ที่กำหนดไว้อย่างเคร่งครัด หากคุณระบุการทำเครื่องหมายดังกล่าวในข้อกำหนดของโครงการก่อสร้างหรือการติดตั้ง วิศวกรคนใดก็ได้สามารถเข้าใจได้ง่ายว่าฮาร์ดแวร์ประเภทใดที่เป็นปัญหาและคุณลักษณะของฮาร์ดแวร์ดังกล่าวมีอะไรบ้าง
เพื่อเป็นตัวอย่าง ให้พิจารณาการกำหนดฮาร์ดแวร์ที่มีเครื่องหมายอยู่บนหัว: Bolt A3M12x1.50LH-4gx60.66 ส. 097.
- อันดับแรกคือชื่อผลิตภัณฑ์ คำว่า "โบลต์" สามารถแทนที่ด้วยชื่อของผลิตภัณฑ์อื่น ซึ่งอาจมีการทำเครื่องหมาย
- ตัวอักษร A หมายถึงระดับความแม่นยำของผลิตภัณฑ์ โดยรวมแล้วมีความแม่นยำ 3 ระดับ: A, B, C. A หมายถึงความแม่นยำของโบลต์สูง
- หมายเลข 3 บอกเราเกี่ยวกับประเภทของการดำเนินการผลิตภัณฑ์ ตามมาตรฐานมีการดำเนินการ 4 ประเภท แต่ประเภทที่ 1 ไม่ได้ระบุไว้ในการทำเครื่องหมาย
- ตัวอักษรตัวต่อไป M ระบุว่าด้ายชนิดใดบนก้านโบลต์ ประเภทของเกลียวแยกตามรูปทรงกรวย เมตริก หรือสี่เหลี่ยมคางหมู ตัวอักษร M ย่อมาจาก metric
- ตัวเลข 12 หมายถึงเส้นผ่านศูนย์กลางเป็นมิลลิเมตรที่ก้านโบลต์ เป็นที่น่าสังเกตว่าเฉพาะผลิตภัณฑ์คลาส A เท่านั้นที่มีเครื่องหมาย M12
- หมายเลข 1.50 ให้ข้อมูลเกี่ยวกับระยะพิทช์ที่สลักเกลียว หากระยะพิทช์เกลียวเป็นมาตรฐานสำหรับเส้นผ่านศูนย์กลาง จะไม่ระบุไว้ในการทำเครื่องหมาย
- ตัวอักษร LH ระบุว่าโบลต์มีเกลียวซ้าย ในกรณีที่การร้อยด้ายเป็นแบบมือขวามาตรฐาน จะไม่แสดงในเครื่องหมาย
- การกำหนด 4g ระบุระดับความแม่นยำ ด้ายถูกตัดด้วยความแม่นยำในระดับตั้งแต่ 4 ถึง 8 ยิ่งตัวบ่งชี้ต่ำเท่าไหร่ก็ยิ่งทำเกลียวบนฮาร์ดแวร์ได้แม่นยำยิ่งขึ้น
- ตัวเลข 60 หมายถึงความยาวของสลักเกลียว ในตัวอย่างนี้ คือ 60 มม.
- เลข 66 บ่งบอกถึงความแข็งแกร่ง พารามิเตอร์ความแข็งชั่วคราวเหล่านี้แยกจากความยาวด้วยจุด
- ตัวอักษรถัดไปหมายถึงเกรดของโลหะผสมเหล็กที่ใช้ทำโบลต์ ตัวอักษร C หมายถึงฮาร์ดแวร์ที่เรียกว่าเหล็กสงบ หากตัวอักษร A อยู่ในเครื่องหมาย แสดงว่าเหล็กนั้นเป็นแบบอัตโนมัติ
- ตัวเลข 097 แสดงว่าฮาร์ดแวร์มีการเคลือบแบบใด มีการเคลือบทั้งหมด 13 ประเภทโดยมีฮาร์ดแวร์เคลือบสังกะสีหมายเลข 9 หมายเลข 7 หมายถึงความหนาของสารเคลือบเป็นไมครอน ในกรณีของเราความหนาของสารเคลือบสังกะสีคือ 7 ไมครอน
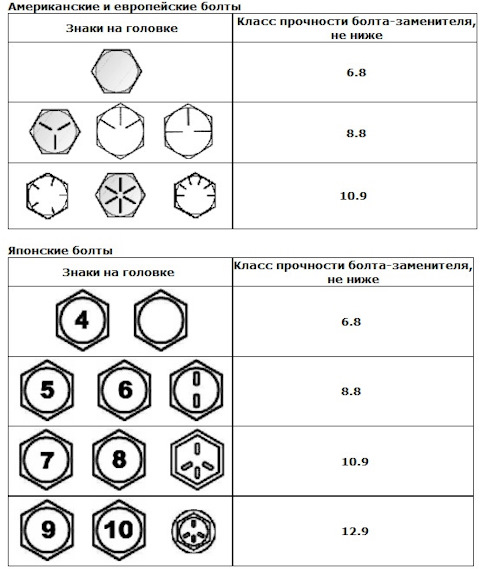
ข้อกำหนดที่เหมือนกันสำหรับฮาร์ดแวร์และการทำเครื่องหมายที่นำมาใช้ในประเทศของเรา ทำให้สามารถเลือกรัดได้อย่างแม่นยำและรวดเร็ว สำหรับผลิตภัณฑ์ที่ผลิตในยุโรปหรืออเมริกา การทำเครื่องหมายจะแตกต่างกัน เนื่องจากขนาดแสดงเป็นนิ้ว ตารางการแปลงใช้เพื่ออ่านการกำหนดนิ้ว
ทั้งหมดเกี่ยวกับการทำเครื่องหมายโบลต์ในวิดีโอด้านล่าง
2 Nuts and Bolts มาตรฐานโดยสังเขป
ในขณะนี้ การเชื่อมต่อแบบเธรดทั้งหมดจะรวมเป็นหนึ่งเดียวตามมาตรฐานสากลและของรัฐ (ISO, GOST, DIN) ความจำเป็นในการรวมเป็นหนึ่งเดียวกันนั้นชัดเจนตั้งแต่เริ่มต้น แต่ไม่ใช่ผู้ผลิตถั่วและโบลต์ทุกรายที่มุ่งมั่นเพื่อมัน การมีมาตรฐานการผลิตของตนเองนั้นทำกำไรได้มากกว่า

ระบบการรวมระบบแรกถูกคิดค้นโดย Vitvoort ในปี 1841 ในสหราชอาณาจักร ชาวอังกฤษใช้มาจนถึงทุกวันนี้ มาตรฐานเกลียวโบลต์ต่อไปนี้ยังใช้:
- ระบบแกะสลักแบบอเมริกันที่สร้างขึ้นโดยผู้ขายในปี พ.ศ. 2407;
- ระบบรวม (ใช้ในประเทศที่ใช้ภาษาอังกฤษ) ตามระบบผู้ขายและวิตเวิร์ธ
- DIN - ระบบเยอรมัน (มีมาตรฐาน DIN EN, DIN ISO และอื่น ๆ );
- ISO เป็นระบบมาตรฐานเมตริกที่ใช้ตั้งแต่ปี 2507 ในหลายประเทศ
ในปี 1970 ISO ได้รับการอัพเกรดโดยสถาบันแห่งชาติสหรัฐอเมริกาเป็น ANSI / ISO ตอนนี้เธอคือผู้ที่ถือเป็นมาตรฐานทั่วไปสำหรับการเชื่อมต่อแบบเธรด
ในสหภาพโซเวียตและตอนนี้ในรัสเซียและ CIS มักใช้ GOST - มาตรฐานบังคับของรัฐ (ระหว่างรัฐ)
วิธีขันและคลายเกลียวสลักเกลียวอย่างถูกต้อง
ส่วนใหญ่แล้วเมื่อขันการเชื่อมต่อแบบเกลียวเข้ากับโครงสร้างต่าง ๆ ในครัวเรือนจะใช้ประแจธรรมดา - ประแจซ็อกเก็ต, ประแจปลายเปิดและแหวน อย่างไรก็ตาม ในกรณีนี้ เป็นการยากที่จะกำหนดแรงบิดในการขันได้อย่างแม่นยำ ดังนั้นในร้านผลิตและซ่อมแซมทางอุตสาหกรรม ช่างทำกุญแจที่มีประสบการณ์จึงใช้ประแจแรงบิดพิเศษหรือประแจลม ข้อได้เปรียบหลักคือความสามารถในการกำหนดระดับการขันที่ต้องการ ขึ้นอยู่กับประเภทของกลไก
ในการคลายเกลียวโบลต์ ให้ใช้ประแจตัวเดียวกัน แต่ในรูปแบบที่เก่ากว่า ส่วนใหญ่แล้วสลักเกลียวจะ "เกาะติด" กับน็อตอย่างแน่นหนาเนื่องจากการกัดกร่อน สำหรับการคลายเกลียวอย่างปลอดภัย ใช้วิธีง่ายๆ หลายวิธี:
- การใช้จาระบีชนิดเจาะทะลุ WD-40 ชนิดละออง;
- แตะเบา ๆ บนสลักเกลียวที่เป็นสนิมด้วยค้อนเพื่อทำลายสนิมในโปรไฟล์ของการเชื่อมต่อแบบเกลียว
- หมุนน็อตเล็กน้อยในทิศทางที่ขันให้แน่น (เพียงไม่กี่องศา)
พื้นที่ใช้งาน
มีการกล่าวถึงการใช้งานหลายอย่างสำหรับรัดที่แข็งแรงเป็นพิเศษแล้ว แต่สามารถใช้ได้ไม่เฉพาะกับโครงสร้างโลหะในการก่อสร้างและวิศวกรรมเครื่องกลเท่านั้นอย่างที่คิด ผลิตภัณฑ์เหล่านี้จำเป็นสำหรับเครื่องจักรกลการเกษตรและการยึดรางด้วย คุณสมบัติหลักคือความเหมาะสมสำหรับข้อต่อการประกอบดังกล่าวที่มีการรับน้ำหนักมาก ดังนั้นจึงไม่สามารถใช้วิธีการยึดมาตรฐานได้ ตัวยึดดังกล่าวเป็นที่ต้องการแม้ในการก่อสร้างที่ "หนัก" ที่สุด - ในการก่อสร้างสะพาน อุโมงค์ หอคอยสูงและหอคอย
แน่นอนว่าชิ้นส่วนใด ๆ ของสลักเกลียวที่มีความแข็งแรงสูงต้องมีความน่าเชื่อถือและความแข็งแรงทางกลเพิ่มขึ้น ข้อต่อทั้งหมดที่ใช้รัดดังกล่าวจัดอยู่ในประเภทที่ทนต่อแรงเฉือน เมื่อใช้รัดดังกล่าว คุณไม่จำเป็นต้องรีมหรือทำความสะอาดรู คุณสามารถขันน็อตที่มีความแข็งแรงสูงได้ไม่เพียงแต่กับโลหะ แต่ยังรวมถึงคอนกรีตเสริมเหล็กด้วยควรพูดแยกกันเกี่ยวกับสลักเกลียวหกเหลี่ยม

นอกจากนี้ยังมีผลิตภัณฑ์ที่มีความสูงของศีรษะที่ลดลง (และหนึ่งในสายพันธุ์ย่อยของพวกเขาได้รับการออกแบบสำหรับกุญแจขนาดเล็ก) อย่างไรก็ตาม ผลิตภัณฑ์ที่มีฐานสิบหกภายในนั้นดีเนื่องจาก:
-
สะดวกยิ่งขึ้น
-
เพิ่มความแข็งแกร่ง;
-
ความน่าเชื่อถือสูงสุด


4.2. การประกอบข้อต่อบนสลักเกลียวความแข็งแรงสูงเมื่อจำเป็นต้องถอดการเชื่อมต่อทั้งหมด
หากจำเป็น ให้ถอดประกอบให้เรียบร้อย
ควรถอดการเชื่อมต่อออกจากภาระการออกแบบบนการออกแบบพิเศษ
โครงการและกู้คืนโหนดโดยใช้เทคโนโลยีต่อไปนี้:
4.2.1. กระบวนการทางเทคโนโลยี
การประกอบการเชื่อมต่อมีไว้สำหรับ:
- การตรวจสอบโครงสร้างและการตรวจสอบ
การปฏิบัติตามข้อกำหนดของโครงการและบทของ SNiP III-18-75 (ในแง่ของความแม่นยำของโครงสร้างการผลิต)
- การจัดตำแหน่งรูและการตรึง
ในตำแหน่งการออกแบบขององค์ประกอบและชิ้นส่วนเชื่อมต่อโดยใช้ปลั๊กสำหรับติดตั้ง
(10% ของจำนวนรู แต่ไม่น้อยกว่า 2 ชิ้น)
- ติดตั้งฟรีจากรถติด
รูสลักเกลียวความแข็งแรงสูง
- ตรวจสอบเรขาคณิต
ขนาดของโครงสร้างประกอบ
- การพูดนานน่าเบื่อของบรรจุภัณฑ์;
- ความตึงเครียดของการจัดหา
สลักเกลียวความแข็งแรงสูงสำหรับแรงที่จัดทำโดยโครงการ
- การถอดปลั๊ก การติดตั้งใน
รูอิสระของสลักเกลียวความแข็งแรงสูงและความตึงต่อการออกแบบ
ความพยายาม.
4.2.2. ความแตกต่างของความหนา
องค์ประกอบที่ทับซ้อนกันด้วยการซ้อนทับ กำหนดก่อนวางซ้อนทับด้วย
ใช้ไม้บรรทัดและฟีลเลอร์เกจ ไม่ควรเกิน 0.5 มม.
4.2.3. ด้วยความแตกต่างของเครื่องบิน
ชิ้นส่วนที่จะเชื่อมต่อตั้งแต่ 0.5 ถึง 3 มม. เพื่อให้แน่ใจว่าการดัดของเยื่อบุเรียบ
ขอบของส่วนที่ยื่นออกมาจะต้องเรียบด้วยหินทรายที่ระยะไม่เกิน
30 มม. จากการตัดชิ้นงานที่มีความลาดชันไม่เกิน 1:10 ด้วยความแตกต่างระนาบมากกว่า 3
มม. ควรใช้ปะเก็น การใช้ปะเก็นต้องตกลงกัน
กับองค์กรออกแบบ
4.2.4. ความยาวของสลักเกลียว
จะถูกเลือกตามความหนาของบรรจุภัณฑ์ ()
4.2.5. เมื่อเจาะรู
ในองค์ประกอบที่มีพื้นผิวที่ผ่านการบำบัดแล้ว ไม่ควรใช้การระบายความร้อน
ของเหลวที่มีน้ำมัน
4.2.6. การประกอบข้อต่อควรเป็น
ผลิตโดยตรงบนสลักเกลียวและปลั๊กที่มีความแข็งแรงสูง การขันน๊อตตัวอื่นๆ กับ
คุณภาพการประกอบเป็นสิ่งต้องห้าม
4.2.7. ทุกสายฟ้า
ติดตั้งร่วมกับแหวนรองที่มีความแข็งแรงสูงสองอัน (อันหนึ่งอยู่ใต้
หัวโบลท์อีกอันอยู่ใต้น็อต)
4.2.8. ถั่วแน่นบน
ความพยายามในการออกแบบ ไม่มีอะไรได้รับการแก้ไขเพิ่มเติม
4.2.9. ตอนติดตั้ง
สลักเกลียวที่มีความแข็งแรงสูง ควรขันน็อตให้ว่าง (ด้วยมือ) บนเกลียว
มิฉะนั้น ควรเปลี่ยนน็อตหรือสลักเกลียว และสลักเกลียวและ
ส่งถั่วเพื่อเตรียมการใหม่
วัสดุ
ความแข็งแรงของสปริงเป็นหนึ่งในพารามิเตอร์ที่สำคัญที่สุดในการกำหนดลักษณะของฮาร์ดแวร์ ความแข็งแรงของการยึดโดยตรงขึ้นอยู่กับชนิดของวัสดุที่ใช้ทำ ขึ้นอยู่กับลักษณะความแข็งแรง โลหะสำหรับการผลิตและโหมดการอบชุบด้วยความร้อนจะถูกเลือก
โดยทั่วไปแล้ว สลักเกลียวมาตรฐานจะทำจากโลหะผสมและเหล็กกล้าไม่เจือ แต่ในบางกรณีก็สามารถทำจากโลหะอื่นๆ เช่น ทองแดง อะลูมิเนียม ซึ่งใช้ในกรณีที่ไม่จำเป็นต้องใช้ตัวยึดที่มีความแข็งแรงสูง สำหรับการทำเครื่องประดับ ตัวยึดสามารถทำจากโลหะมีค่า เช่น ทอง เงิน และอื่นๆ
บ่อยครั้ง เพื่อปรับปรุงคุณสมบัติทางเทคนิคของฮาร์ดแวร์ มีการใช้สารเคลือบพิเศษที่ปกป้องสปริงจากอิทธิพลของสิ่งแวดล้อม (ความชื้น น้ำ ช่วงอุณหภูมิ สารเคมี)
ในบรรดาสารเคลือบทั่วไปสามารถแยกแยะพันธุ์ต่อไปนี้ได้:
- สังกะสี. ความหนาของการเคลือบสังกะสีอาจแตกต่างกันไปขึ้นอยู่กับความต้องการ สำหรับสลักเกลียวที่ใช้ในเครื่องใช้ในครัวเรือน ความหนามักจะมีขนาดเล็ก แต่สำหรับรัดอุตสาหกรรม มักจะมีมากถึง 25 ไมครอน
- สอบผ่านไม่ใช่สลักเกลียวทั่วไปเนื่องจากคุณสมบัติเป็นพิษของแคดเมียม ดังนั้นจึงใช้ในบางกรณีเมื่อการเคลือบจากวัสดุอื่นไม่อนุญาตให้บรรลุลักษณะการทำงานที่ต้องการ
- นิกเกิล. มักใช้สำหรับรัดที่ใช้ในการผลิตเฟอร์นิเจอร์ นิกเกิลเพิ่มเฉพาะลักษณะการตกแต่งเท่านั้นไม่เปลี่ยนลักษณะการทำงาน
- ฟอสเฟตและออกซิเดชัน ใช้เพื่อสร้างชั้นป้องกันบนพื้นผิวของสลักเกลียวเนื่องจากการเกิดออกซิเดชันของโลหะฐาน
- แผ่นสังกะสี พวกเขากำลังแพร่หลายเนื่องจากสามารถเพิ่มอายุการใช้งานของรัดได้หลายครั้ง
3 การเชื่อมต่อที่ VPB - ข้อกำหนดหลักของ SNiP III-18-75
Sannorms ที่ระบุอธิบายกฎสำหรับการผลิตโครงสร้างโลหะ ครอบคลุมการเชื่อมต่อที่มีความแข็งแรงสูงที่มีอยู่ทั้งหมด:
- ด้วยฮาร์ดแวร์แบริ่ง ในนั้นการถ่ายโอนแรงเฉือนจะดำเนินการผ่านการบด, แรงเฉือนและการเสียดสี
- เสียดทาน ในกรณีนี้ แรงจะถูกส่งผ่านการเสียดสีเท่านั้น
- แบบเชื่อมด้วยโบลท์, แบบโบลท์และแบบติดโบลท์
- หน้าแปลน ข้อต่อที่มีความแข็งแรงสูงดังกล่าวใช้ในโครงสร้างที่รัดทำงานเฉพาะในการดัด (ครีบยืดหยุ่น) หรือความตึงเครียด (ครีบแข็ง)
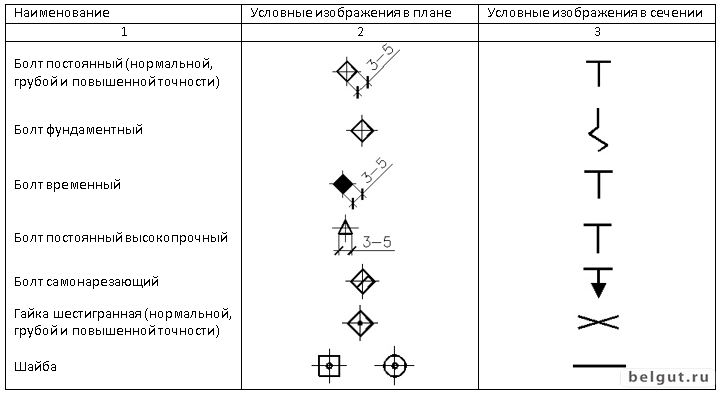
แยกจากกัน เราทราบว่าการเชื่อมต่อด้วยแรงเสียดทานได้รับการออกแบบตามมาตรฐานพิเศษ มีกำหนดไว้ใน SNiP II-B.3-72 การเชื่อมต่อประเภทอื่นได้รับการพัฒนาตามข้อกำหนดทางเทคนิคของผู้ผลิตเฉพาะราย พวกเขาอาจแตกต่างกัน การเชื่อมต่อแบบเกลียวทั้งหมดมีการกำหนดของตนเองในภาพวาด ยังคงไม่เปลี่ยนแปลงตั้งแต่ปี 2511 เมื่อมาตรฐานของรัฐ 2.315 มีผลบังคับใช้
 ขันน๊อตแรงสูง
ขันน๊อตแรงสูง
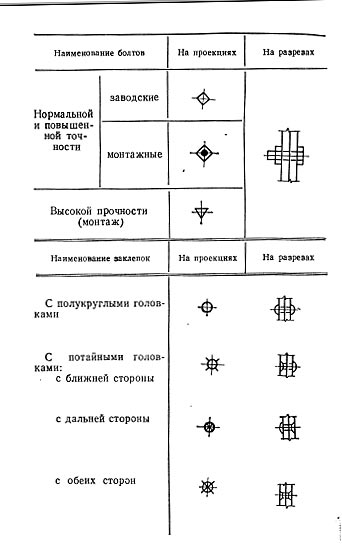
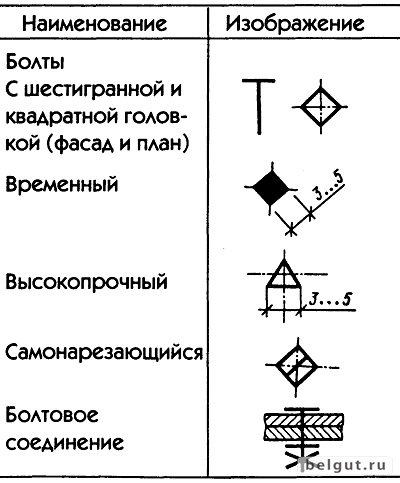
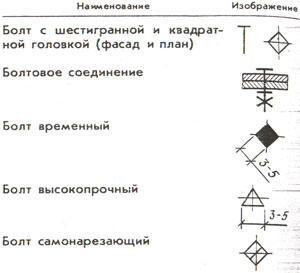
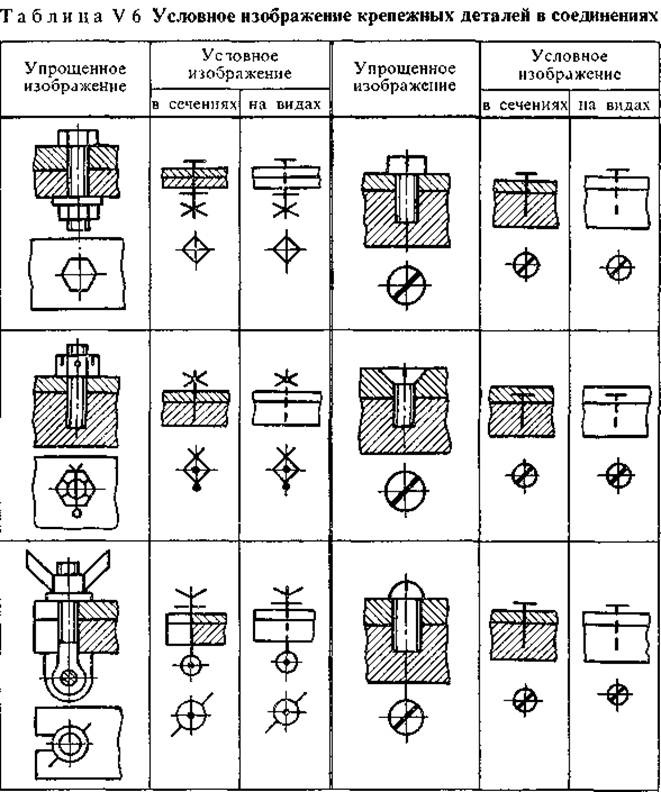
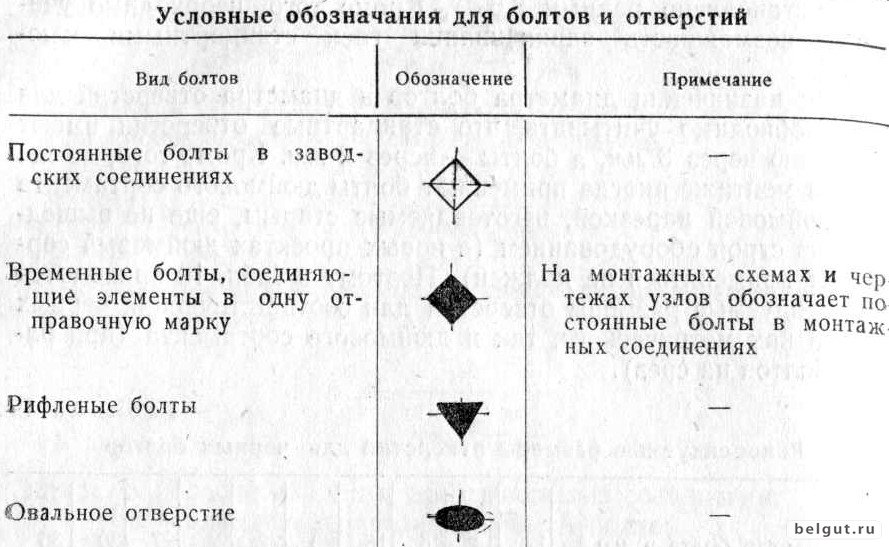
การกำหนด VPB ที่มีการเชื่อมต่อแบบเสียดทานมีรูปสามเหลี่ยมธรรมดา ในภาพวาดของโครงสร้างโลหะซึ่งประกอบโดยใช้ VPB จะระบุวิธีการเจาะรูและส่วนตัดขวางที่ระบุตลอดจนประเภทของการเชื่อมต่อ ข้อมูลนี้มีอยู่ในสถานที่แรก นอกจากนี้ ภาพวาด SNiP ยังต้องระบุคุณสมบัติดังต่อไปนี้:
- เกรดของโลหะผสมที่ใช้ทำสลักเกลียว (40X Select หรือเหล็กอื่น ๆ ) รวมถึง GOST สำหรับการผลิตส่วนหลัง
- แรงในแนวแกนและวิธีการปรับแรงตึง VPB
- ค่าสัมประสิทธิ์แรงเสียดทาน
- ตัวเลือกการประมวลผลสำหรับการสัมผัสชิ้นส่วน
- ข้อกำหนดของสลักเกลียว แหวนรอง และน็อต
- ค่าสัมประสิทธิ์ความต้านทาน (ชั่วคราว) ต่อการแตกของรัด
SNiP หยิบยกข้อกำหนดพิเศษสำหรับการส่งชิ้นส่วนของโครงสร้างโลหะซึ่งเชื่อมต่อด้วยสลักเกลียวที่พิจารณาในบทความ พวกเขามักจะประกอบในอุปกรณ์ที่มีไว้สำหรับสิ่งนี้ (ส่วนใหญ่มักจะอยู่ในตัวนำ) พร้อมที่หนีบยึด เจาะรูสำหรับติดตั้งฮาร์ดแวร์สำหรับส่วนการออกแบบของ VPB (ระบุไว้ในภาพวาด) เส้นผ่านศูนย์กลางรูจะถูกเลือกโดยคำนึงถึงสภาพการทำงานของโครงสร้าง
นอกจากนี้ในกรณีนี้จะคำนึงถึงค่าสัมประสิทธิ์ความคงตัวของแรงเฉือนของโครงสร้างด้วย
บทสรุป
สำหรับรัด GOST 27017-86 กำหนดคำศัพท์สำหรับรูปแบบการออกแบบต่างๆ ระบบการตั้งชื่อของรัดที่กำหนดโดยมาตรฐานเป็นสิ่งจำเป็นสำหรับใช้ในเอกสารและวรรณกรรมทุกประเภทโดยใช้มาตรฐานเหล่านี้ อย่างไรก็ตามคำจำกัดความของรัดประเภทต่าง ๆ ที่กำหนดโดย GOST อาจเสริมด้วยการแนะนำสัญญาณอนุพันธ์และลักษณะของรัดเข้าไปโดยเปิดเผยความหมายของคำศัพท์ที่ใช้ในพวกเขาซึ่งระบุวัตถุที่รวมอยู่ในขอบเขตของแนวคิดที่กำหนดไว้
บรรณานุกรม
- Iosilevich GB, Stroganov GB, Sharlovsky Yu. V. กระชับและล็อคการเชื่อมต่อแบบเกลียว .. - M .: Mashinostroenie, 1985. - 224 p.
- Gould D. , Mikich M. พื้นที่สัมผัสและการกระจายแรงดันในข้อต่อแบบเกลียว // การออกแบบและเทคโนโลยีวิศวกรรมเครื่องกล. 2515 ลำดับที่ 3 ... - หน้า 99.
- Retscher F. ชิ้นส่วนเครื่องจักร: ใน 2 เล่ม .. - M .: Gosmashmetizdat. 2476-2477
เมื่อเข้าสู่หน้านี้ แสดงว่าคุณยอมรับโดยอัตโนมัติ